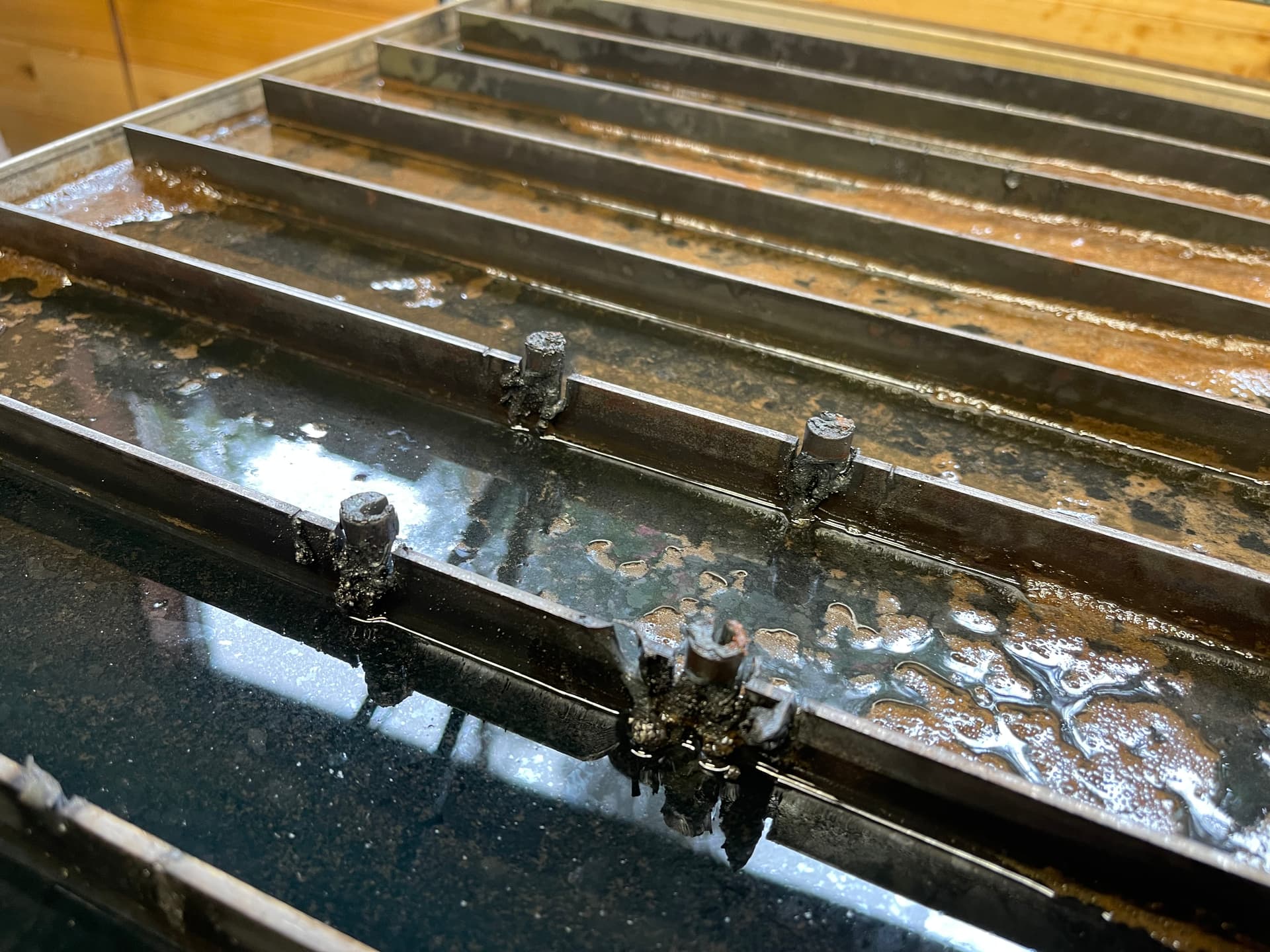
Trying to make some cuts in 0.25” mild steel. Getting some really mixed, but awful results. Tons of dross, and some parts not cutting through, while others are toasted. I’ve got an HTP 875sc machine with machine torch, and the largest desiccant multi stage drier that that they sell. Running at 45 amps, and per the cut chart, 52 ipm. Air is at 70 psi per HTP requirements. Consumables are new. Ground clamp is to the work piece.
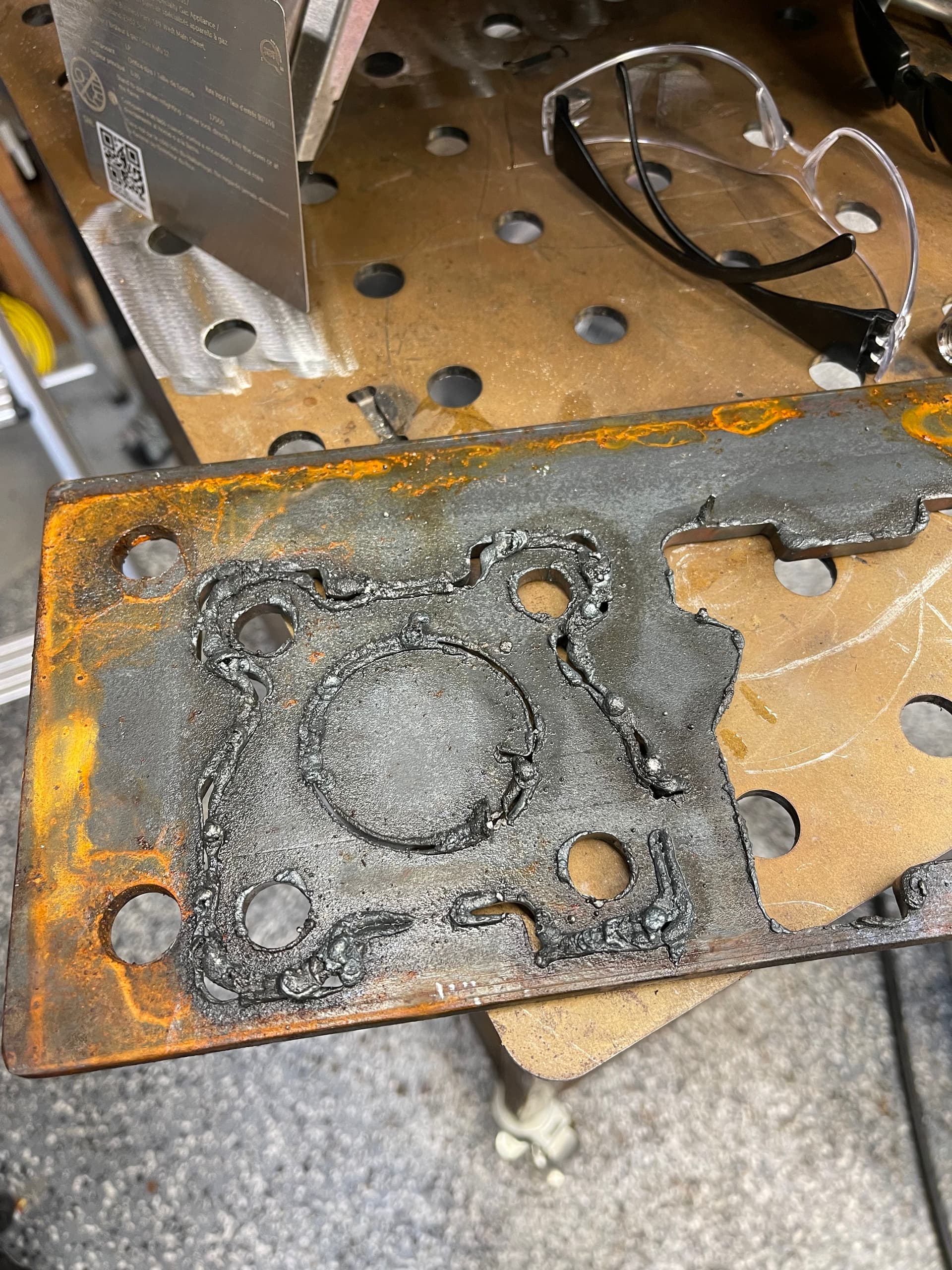
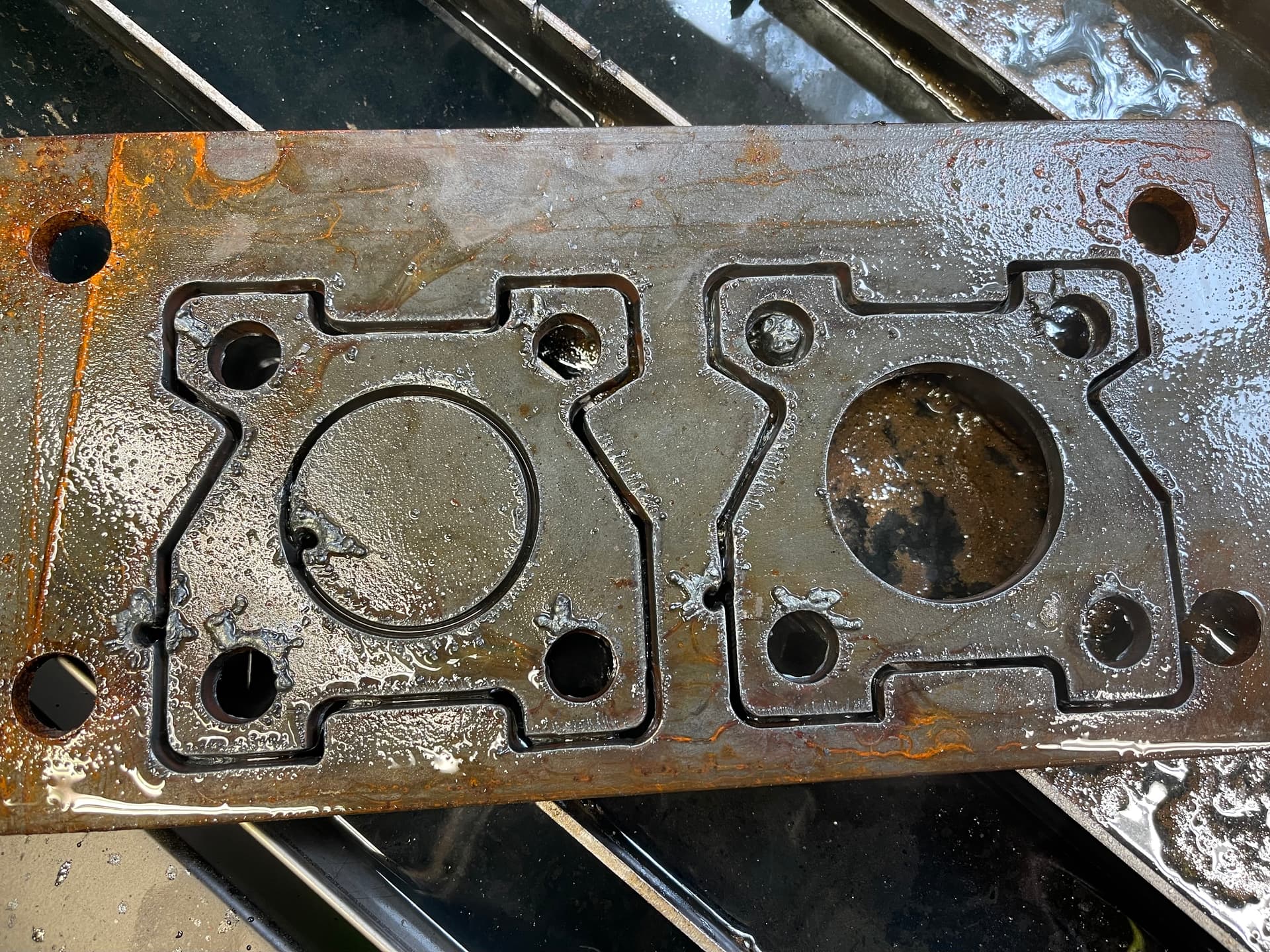
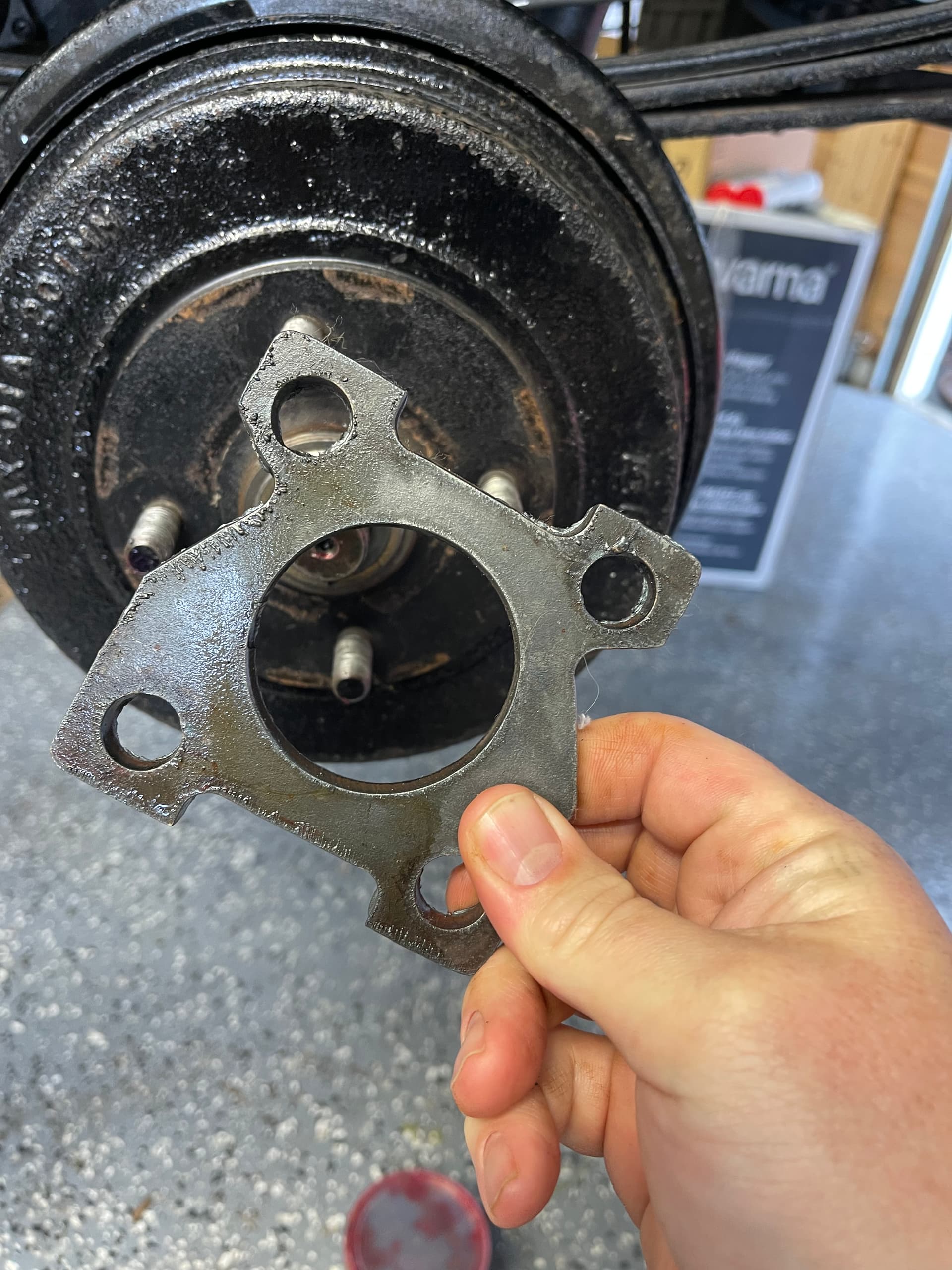
Thanks for the feedback. Here’s an update. One on left is 46 ipm, right is 38 ipm. This is using THC and set to 0.06 cutting height. Again, clamp on piece, 45 amps, 70 psi air.
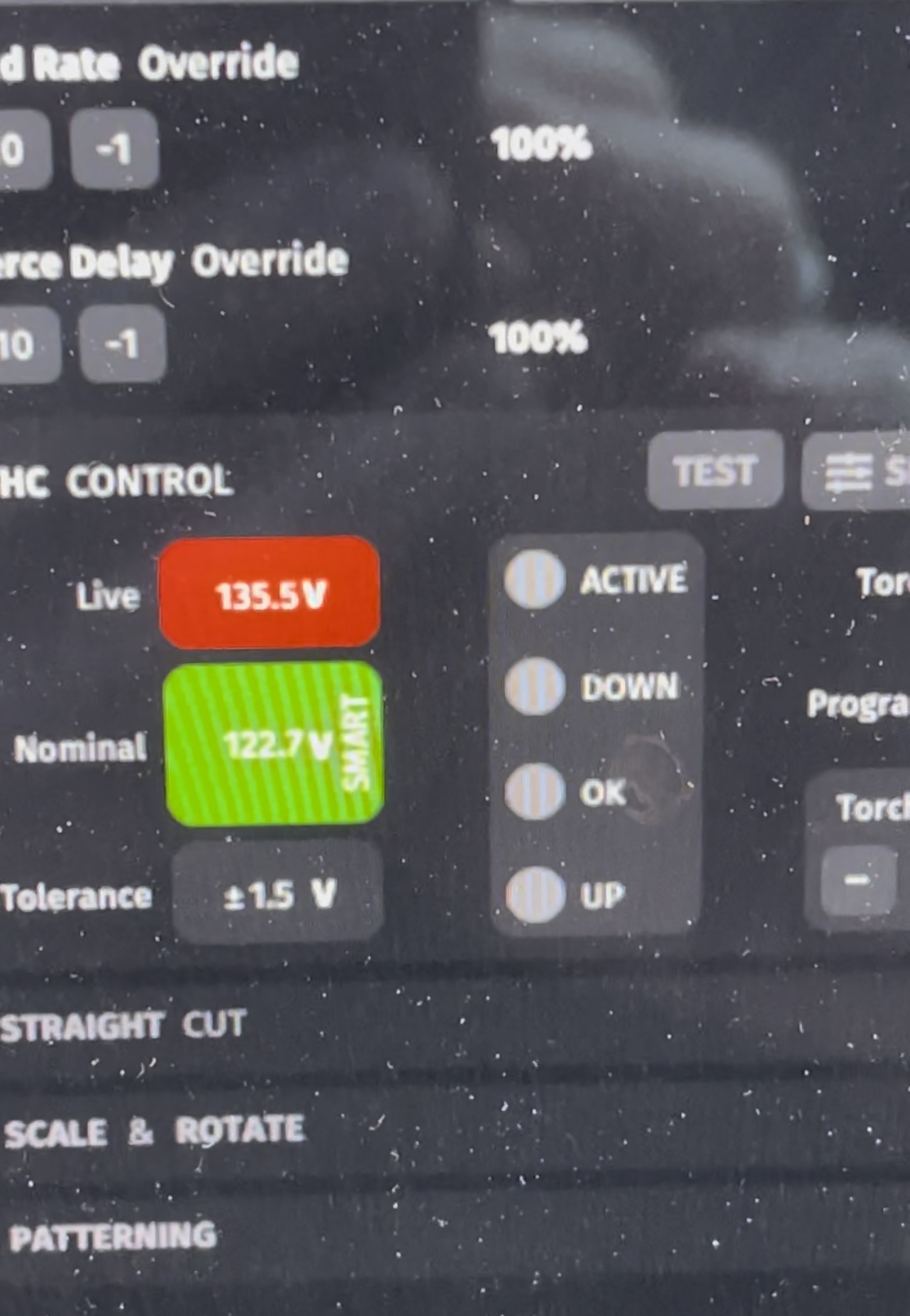
Yes, but I’ve only cut thinner metal. I only had 1 cut on the consumables, but it’s sat for 6 months. I’ll check them and see. Watching it while it cut, air pressure was solid/no drops, and THC was around 133v (bouncing a bit). It’s a good 10v over Nominal.
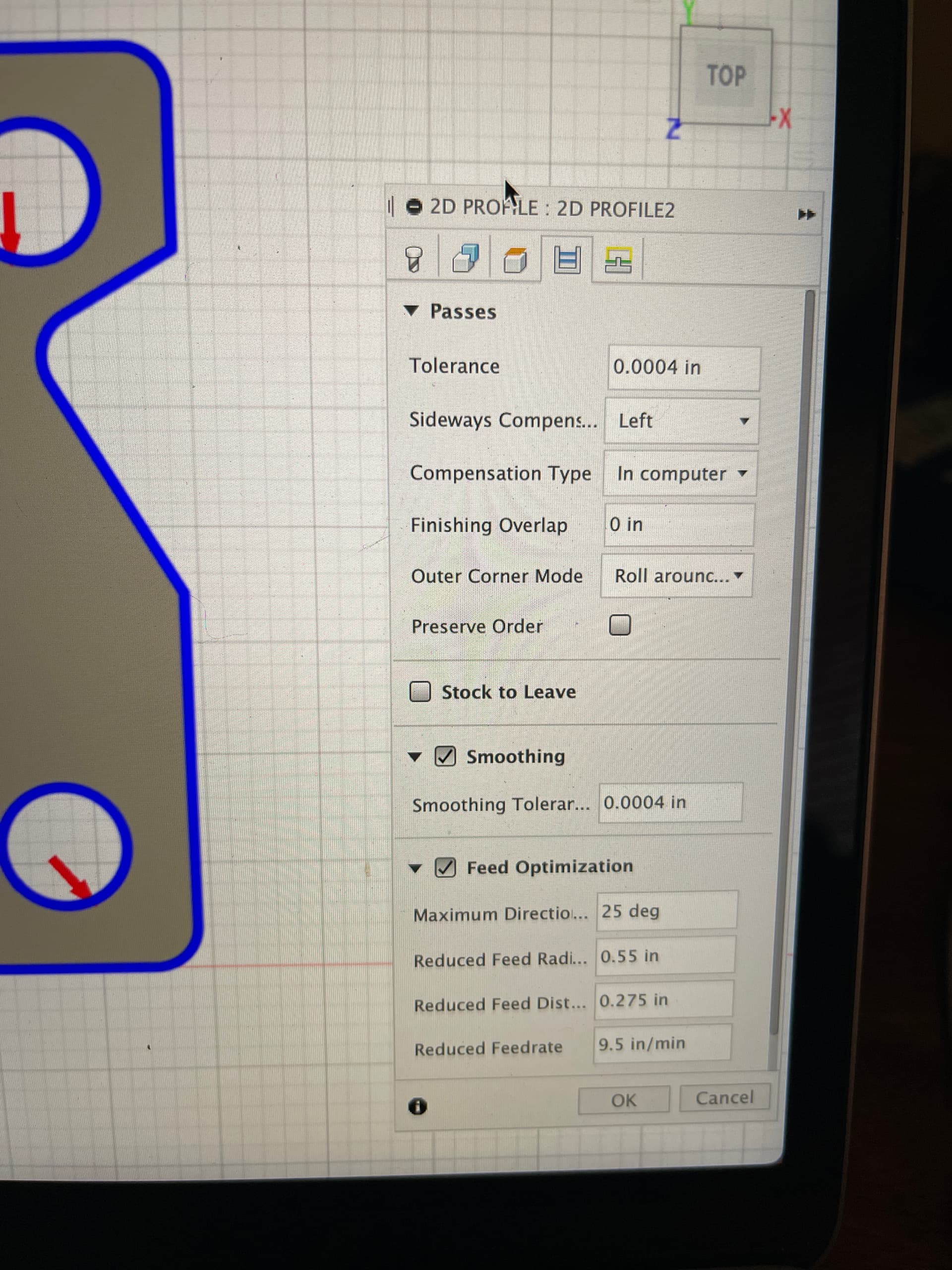
Thank you for the response. I’d misread that and thought it was reducing my feed rate by 9.5 ipm, not to 9.5 ipm. It did seem slow on the hole cuts.
I was watching some videos, and it’s shocking the different parameters people use to cut 1/4" MS. TFS gets great cuts at 160 ipm and 60 amps, and Hypertherm on their video was 20 ipm at 40 amps. The TFS video he slowed it down to create slag to test slag removal methods.
I don’t need any more of this part, but I’ll do some smaller tests to see if slowing down in ramp to 20 ipm is better/worse.
I have an Everlast 52i with a Hypertherm machine torch and I cut 1/4" steel at 45amps and 40 IPM with a 50% slow down for holes. My testing led me to set my cut height at .040" to achieve an actual cut height of .060"
Your actual cut height is too high, there will not be any spring back on quarter inch. I would set it to 0 and you may still have to lower the height more. It is not uncommon. Most of my stuff shows 0.04 and it cuts right at 0.06
I don’t think spring back means amount of movement in the material on IHS. Spring back is the amount of tolerance in the IHS system from when it’s triggered to where it returns.
That being said, I’m not sure it’s supposed to be set at .02. I thought it was programmed into the post processor. So yeah the cut height may be wrong still, just for a slightly different reason.
I am glad to hear you explain that in those terms. I really need to explore that further in the near future. And I will. I am noticing how the torch plunges much further than just merely activating/disconnecting what would appear the switch in the z-axis.
Yes. I hold down my projects on detailed stuff to keep everything precise. You don’t want to adjust the backlash setting to account for deflection because deflection won’t be present across the whole workpiece. Material is a variable not a constant.
I checked sheetcam and there doesn’t appear to be an IHS backlash setting. When I checked my .tap files I see it’s built into the post processor. I wonder if the fusion post doesn’t have the backlash in it because you can set that in fusion
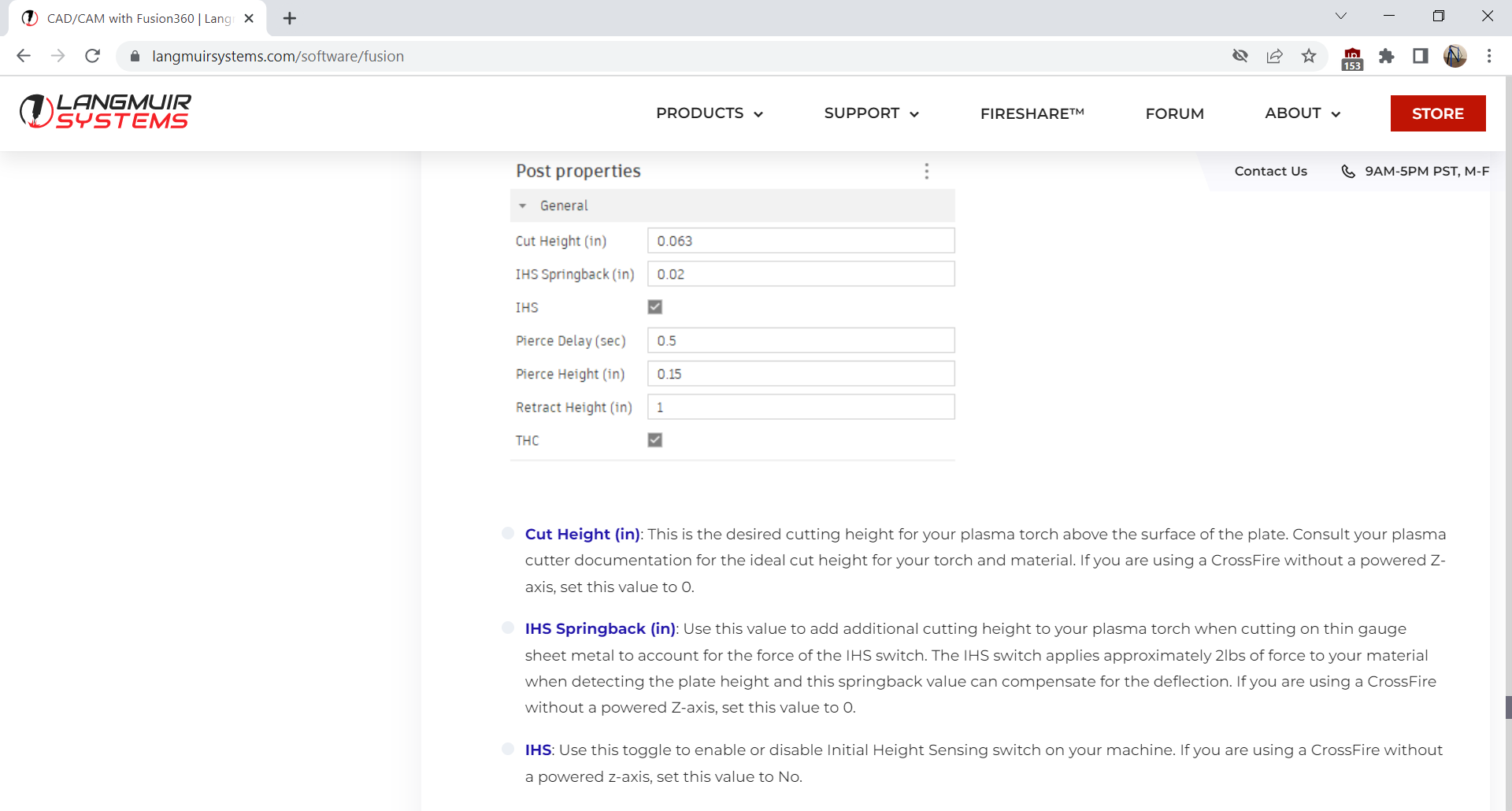
Fusion has the .020" built in to the post processor as well. They just have the option to add in another value in their CAM setup. Langmuir recommends .020" additional in their Fusion instructions, which is way too much.
Yes. It is excessive. My testing showed that my machine has basically zero backlash. On 1/4" material, I set my cut height to .040" and combined with the .020" backlash in the post processor, I get a measured .060" torch height.
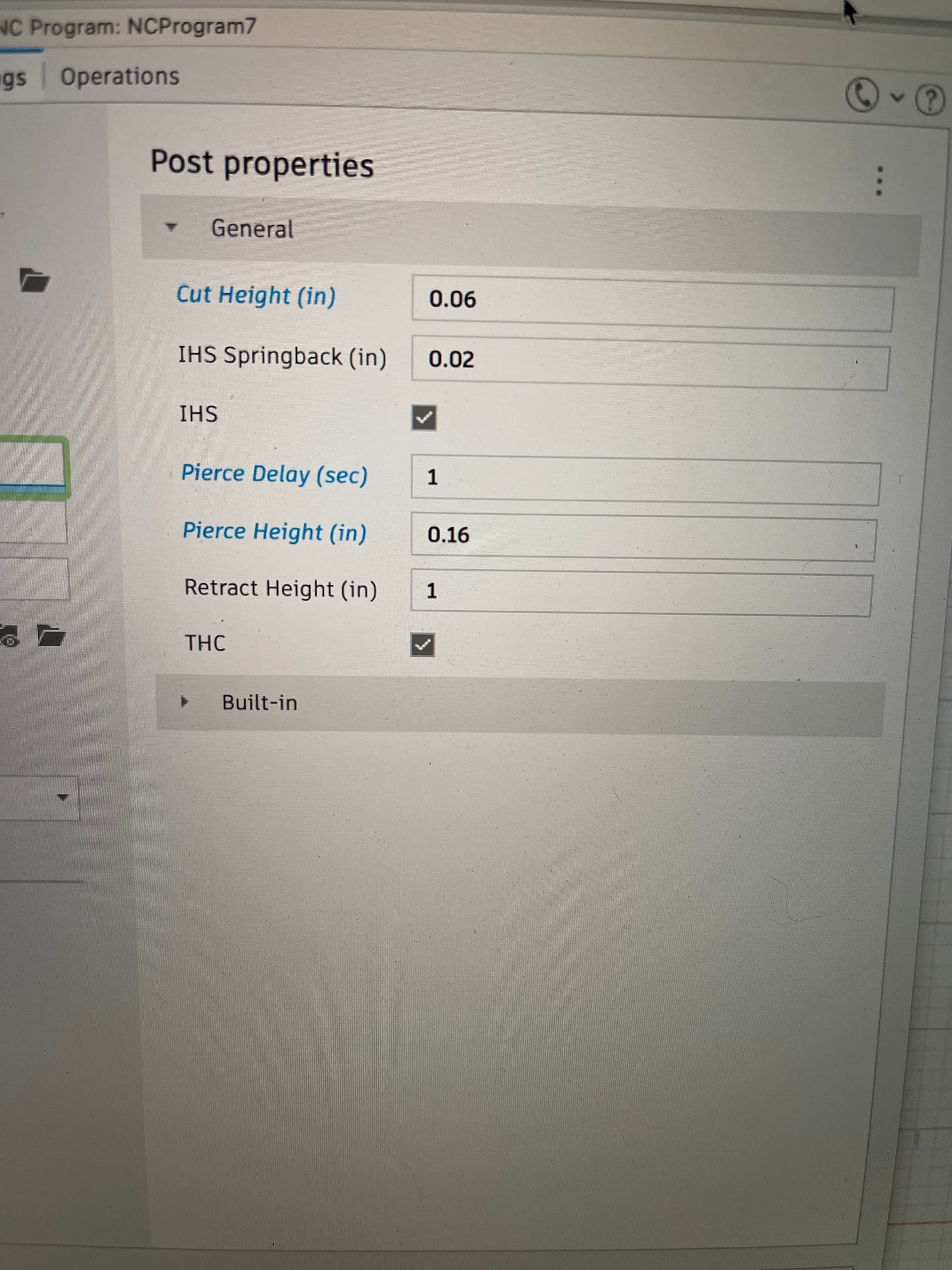
This is a screen shot from Langmuir’s Fusion setup guide.
That’s actually pretty amazing. The contacts on the IHS switch have to be spring loaded (stiff metal contact plate, etc.) to apply enough pressure to maintain contact. That your gantry can lower, touch the metal, and break contact without ANY deflection of the switch is stunning.
FWIW, I have an OG CF with my own DIY IHS so am NOT an expert on the CF Z Axis.