Does your machine jog and otherwise operate normally since purchasing the license?
@jeremybillenstein Hi Jeremy. Thanks for providing pictures we’ve actually identified your problem and it’s an easy fix! Please locate the white connector on your black electronics board inside the enclosure that is plugged into the output 1-4 array. You’ll notice the plug was incorrectly installed and it needs to be removed and moved over one position to the right. The white wire in the connector should line up to output 4 on the board. Sorry for the inconvenience!
1 Like
Thanks for the reply. I have no idea what I changed, but it just started working again? I’m not going to question it at this point.  I could do everything but fire through Mach. We are happily back to cutting.
I could do everything but fire through Mach. We are happily back to cutting.
Hey guys THAT WORKED !!! THANK YOU ! YOUR SERVICE IS TOP NOTCH
2 Likes
HI GUYS,
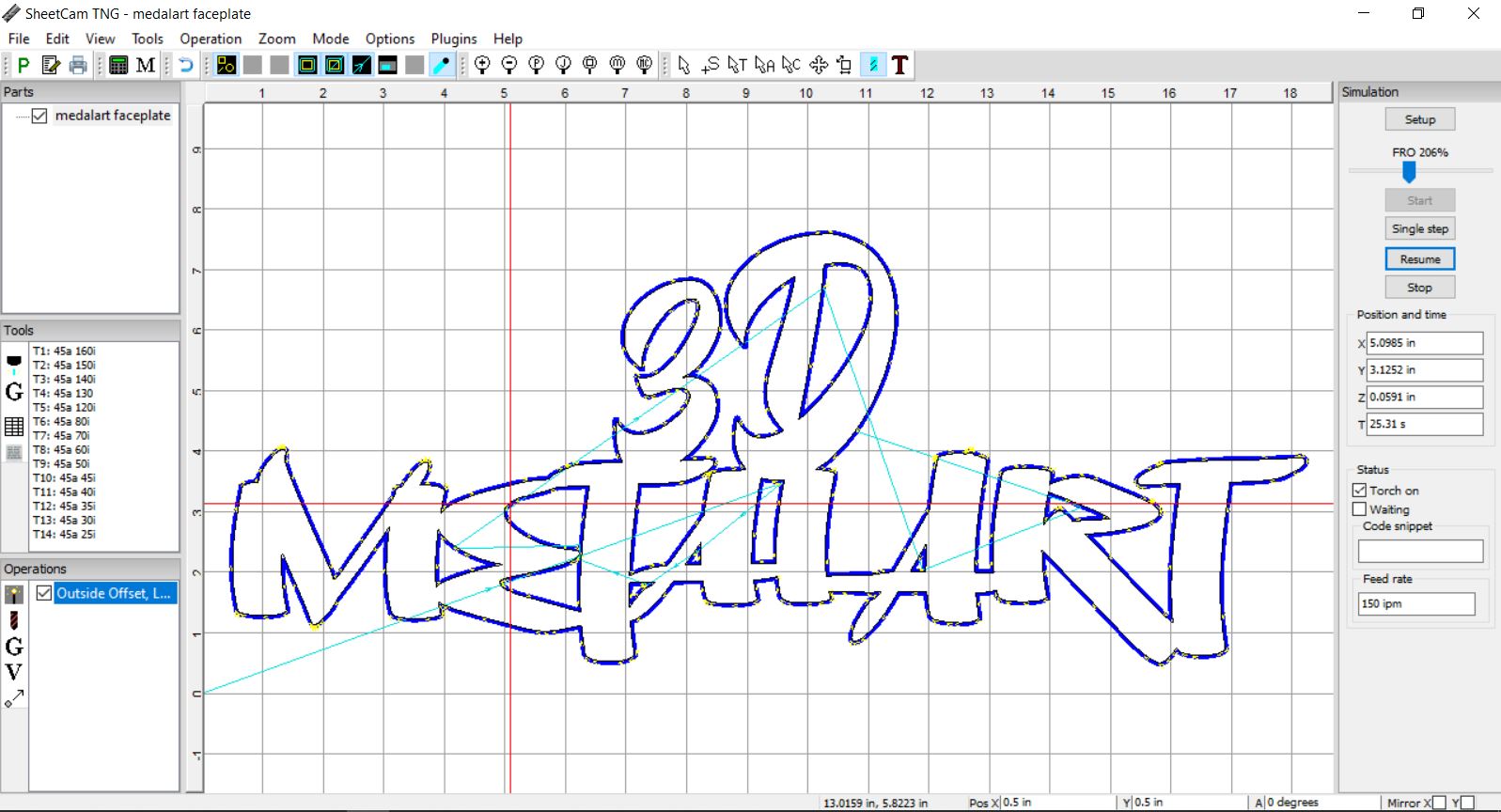
my torch is also not firing in mach3. it works when pushing f5 but not during the run program. yet in sheetcam I can see the call for torch in in the simulator. any suggestions? attached is the beginning gcode. I should point out, im using fully licensed versions both purchased by me. so there are no demo limitations.
N0010 (Filename: medalart faceplate.tap)
N0020 (Post processor: Mach3.scpost)
N0030 (Date:29/09/2019 Time:18:04:13)
N0040 G20 (Units: Inches)
N0050 G40 G90 G91.1
N0060 F1
N0070 (Part: medalart faceplate)
N0080 (Operation: Outside Offset, LAYER_1, T2: 45a 150i)
N0090 (45a 150i)
N0100 T2 M06
N0110 G43 H2
N0120 G00 Z0.5000
N0130 X9.5606 Y3.4728
Is there more G-Code? There’s no M03 (Spindle on/Fire) command.
Did you define a Drilling operation instead of a Jet one?
heres a bunch of it,
N0010 (Filename: medalart faceplate.tap)
N0020 (Post processor: Mach3.scpost)
N0030 (Date:29/09/2019 Time:18:04:13)
N0040 G20 (Units: Inches)
N0050 G40 G90 G91.1
N0060 F1
N0070 (Part: medalart faceplate)
N0080 (Operation: Outside Offset, LAYER_1, T2: 45a 150i)
N0090 (45a 150i)
N0100 T2 M06
N0110 G43 H2
N0120 G00 Z0.5000
N0130 X9.5606 Y3.4728
N0140 Z0.1181
N0150 G01 Z0.059 F3.937
N0160 G03 X9.5756 Y3.4829 Z0.0591 I0.0024 J0.0126 F150.0
N0170 G02 X9.5775 Y3.4928 I8.2865 J-1.6085
N0180 X9.2508 Y3.5218 I-0.0678 J1.0877
N0190 G03 X9.1432 Y2.8525 I9.3980 J-1.8538
N0200 X9.1055 Y2.2945 I4.6922 J-0.5979
N0210 G01 Y2.1723 Z0.059
N0220 G03 X9.4488 Y2.1801 Z0.0591 I-0.1310 J13.2831
N0230 G02 X9.4466 Y2.2920 I2.9624 J0.1125
N0240 G01 Y2.3412 Z0.059
N0250 G02 X9.4813 Y2.8826 Z0.0591 I4.7160 J-0.0306
N0260 X9.5756 Y3.4829 I8.3808 J-1.0081
N0270 G00 Z0.5000
N0280 X8.1954 Y2.3570
N0290 Z0.1181
N0300 G01 Z0.059 F3.937
N0310 G03 X8.2082 Y2.3698 Z0.0591 I0.0000 J0.0128 F150.0
N0320 G01 Y2.3998 Z0.059
N0330 X8.0299 Y2.1525
N0340 X8.2082 Y2.1560
N0350 Y2.3698
N0360 G00 Z0.5000
N0370 X7.3516 Y1.7917
N0380 Z0.1181
N0390 G01 Z0.059 F3.937
N0400 G03 X7.3690 Y1.7870 Z0.0591 I0.0111 J0.0063 F150.0
N0410 X7.4032 Y1.8077 I-0.3708 J0.6492
N0420 G02 X7.0789 Y1.8008 I-0.3367 J8.2179
N0430 G01 X7.0768 Y1.6511 Z0.059
N0440 G03 X7.0790 Y1.5053 Z0.0591 I5.2466 J0.0043
N0450 G02 X7.1279 Y1.5712 I0.8823 J-0.6045
N0460 X7.2778 Y1.7402 I1.7001 J-1.3569
N0470 X7.2874 Y1.7467 I0.0211 J-0.0207
N0480 G03 X7.3690 Y1.7870 I-0.2892 J0.6894
N0490 G00 Z0.5000
N0500 X6.2147 Y2.2166
N0510 Z0.1181
N0520 G01 Z0.059 F3.937
N0530 G03 X6.2284 Y2.2285 Z0.0591 I0.0009 J0.0128 F150.0
N0540 G02 X6.2298 Y2.2484 I9.1176 J-0.6215
N0550 X6.1719 Y2.1980 I-0.1889 J0.1585
N0560 G01 X6.1715 Y2.1978 Z0.059
N0570 G02 X5.9549 Y2.0998 Z0.0591 I-0.5116 J0.8428
N0580 X5.6019 Y2.0008 I-1.2046 J3.6165
N0590 X5.1105 Y1.8991 I-2.2575 J9.6706
N0600 G03 X4.9744 Y1.8545 I0.1984 J-0.8344
N0610 X4.9478 Y1.8389 I0.0486 J-0.1131
N0620 G01 X4.9455 Y1.8362 Z0.059
N0630 G03 X4.9678 Y1.7908 Z0.0591 I0.0751 J0.0086
N0640 G01 X4.9682 Y1.7904 Z0.059
N0650 G03 X5.0547 Y1.7283 Z0.0591 I0.2246 J0.2220
N0660 G01 X5.0552 Y1.7281 Z0.059
N0670 G03 X5.2089 Y1.6649 Z0.0591 I0.4774 J0.9418
N0680 X5.4273 Y1.6035 I0.8148 J2.4815
N0690 G01 X5.4287 Y1.6032 Z0.059
N0700 G03 X6.2137 Y1.3845 Z0.0591 I15.5610 J54.3514
N0710 G02 X6.2074 Y1.6657 I6.1965 J0.2800
N0720 X6.2284 Y2.2285 I9.1386 J-0.0587
N0730 G00 Z0.5000
N0740 X6.2321 Y2.4365
N0750 Z0.1181
N0760 G01 Z0.059 F3.937
N0770 G03 X6.2460 Y2.4480 Z0.0591 I0.0012 J0.0127 F150.0
N0780 G02 X6.3566 Y3.4012 I18.7564 J-1.6926
N0790 G01 X5.8655 Y3.3793 Z0.059
N0800 G02 X5.6357 Y3.3017 Z0.0591 I-0.7431 J1.8240
N0810 X5.2550 Y3.2045 I-2.2246 J7.9171
N0820 G03 X5.0985 Y3.1252 I0.1813 J-0.5516
N0830 X5.0145 Y3.0298 I0.1642 J-0.2293
N0840 G01 Y2.9909 Z0.059
N0850 G03 X5.0454 Y2.8849 Z0.0591 I0.2116 J0.0042
N0860 X5.1450 Y2.7686 I0.4086 J0.2491
N0870 X5.3166 Y2.6461 I0.7595 J0.8826
N0880 X5.5591 Y2.5202 I1.2695 J2.1481
N0890 X5.8390 Y2.4399 I0.6429 J1.7138
N0900 X6.1983 Y2.3856 I0.6980 J3.4001
N0910 G02 X6.2139 Y2.3793 I-0.0029 J-0.0294
N0920 X6.2380 Y2.3559 I-0.1097 J-0.1372
N0930 X6.2460 Y2.4480 I9.1080 J-0.7490
N0940 G00 Z0.5000
N0950 X4.1578 Y2.3887
N0960 Z0.1181
N0970 G01 Z0.059 F3.937
N0980 G03 X4.1548 Y2.4066 Z0.0591 I-0.0104 J0.0074 F150.0
N0990 G01 Z0.059
N1000 G02 X3.9731 Y2.5533 Z0.0591 I0.6678 J1.0131
N1010 X3.9155 Y2.6197 I0.3310 J0.3456
N1020 G03 X3.8807 Y2.1039 I4.6682 J-0.5736
N1030 G01 Y1.9932 Z0.059
N1040 G03 X3.8869 Y1.8160 Z0.0591 I2.5949 J0.0015
N1050 G02 X3.9798 Y1.8700 I0.3746 J-0.5372
N1060 X4.1877 Y1.9566 I0.8119 J-1.6566
N1070 X4.8087 Y2.1297 I1.8694 J-5.5054
N1080 X4.5053 Y2.2208 I0.5576 J2.4067
N1090 X4.1548 Y2.4066 I0.5195 J1.4036
N1100 G00 Z0.5000
N1110 X10.2770 Y6.7119
N1120 Z0.1181
N1130 G01 Z0.059 F3.937
N1140 G03 X10.2627 Y6.7008 Z0.0591 I-0.0016 J-0.0127 F150.0
N1150 G02 X10.1832 Y6.1465 I-12.8702 J1.5632
N1160 X9.8929 Y4.5917 I-42.1744 J7.0701
N1170 G03 X10.2260 Y4.9280 I-2.3127 J2.6240
N1180 X10.5940 Y5.4165 I-3.4393 J2.9738
N1190 X10.8422 Y5.8460 I-3.3860 J2.2431
N1200 X10.9885 Y6.2191 I-1.9492 J0.9799
N1210 X11.0311 Y6.4574 I-1.8337 J0.4508
N1220 X11.0349 Y6.6512 I-0.9965 J0.1160
N1230 X10.9719 Y6.8761 I-0.8240 J-0.1093
N1240 G01 X10.9716 Y6.8768 Z0.059
N1250 G03 X10.8872 Y6.9846 Z0.0591 I-0.2343 J-0.0965
N1260 X10.7279 Y7.0591 I-0.2789 J-0.3885
N1270 X10.4441 Y7.0807 I-0.2016 J-0.7751
N1280 X10.2918 Y7.0563 I0.1137 J-1.2006
N1290 G02 X10.2627 Y6.7008 I-3.9609 J0.1450
N1300 G00 Z0.5000
N1310 X11.8950 Y2.0496
N1320 Z0.1181
N1330 G01 Z0.059 F3.937
ive been using fusion and just purchased the sheetcam license. these and all my recent parts were drawn up in sheetcam. I honestly don’t recall my original settings. I downloaded the trial version and was using fusion for a while. when I purchased the license I activated and just kept going. if it fires in sheetcam simulator isn’t that the same as firing a plasma ? the operation is PLASMA and the tool is setup as plasma
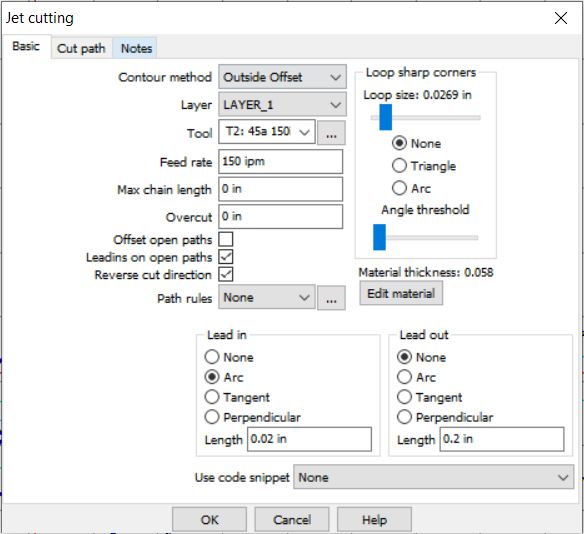
You have no M03 codes in this which is likely why your torch isn’t firing. Double check that you are using the correct settings and post processor.
1 Like
Had an email sent in to Mach… they are suggesting i check out the Mach3 post processor for sheetcam. I didn’t know i needed an extra step for generating the gcode. Ive been using fusion so everything has been fine. First parts trying to cut with sheetcam. Will let u guys know my results. Any tips on post Proc w sheetcam to Mach?
what I have found is, while I had mach 3 selected as post processor I didn’t have mach 3 plasma selected. I reran the gcode and it does have a M03 line. not around to test the machine today. any feedback on the gcode now thinking it may work?
N0010 (Filename: test gcode.tap)
N0020 (Post processor: Mach3 plasma.scpost)
N0030 (Date: 30/09/2019)
N0040 G20 (Units: Inches)
N0050 G53 G90 G91.1 G40
N0060 F1
N0070 S500
N0080 (Part: medalart faceplate)
N0090 (Operation: Outside Offset, LAYER_1, T2: 45a 150i)
N0100 M06 T2 F150.0 (45a 150i)
N0110 G00 Z0.5000
N0120 X9.5606 Y3.4728
N0130 Z0.1181
N0140 M03
N0150 G04 P0.5
N0160 G01 Z0.0591 F3.937
N0170 G03 X9.5756 Y3.4829 I0.0024 J0.0126 F150.0
N0180 G02 X9.5775 Y3.4928 I8.2865 J-1.6085
N0190 X9.2508 Y3.5218 I-0.0678 J1.0877
N0200 G03 X9.1432 Y2.8525 I9.3980 J-1.8538
N0210 X9.1055 Y2.2945 I4.6922 J-0.5979
N0220 G01 Y2.1723
N0230 G03 X9.4488 Y2.1801 I-0.1310 J13.2831
N0240 G02 X9.4466 Y2.2920 I2.9624 J0.1125
N0250 G01 Y2.3412
N0260 G02 X9.4813 Y2.8826 I4.7160 J-0.0306
N0270 X9.5756 Y3.4829 I8.3808 J-1.0081
N0280 M05
N0290 G00 Z0.5000
N0300 X8.1954 Y2.3570
N0310 Z0.1181
N0320 M03
N0330 G04 P0.5
N0340 G01 Z0.0591 F3.937
N0350 G03 X8.2082 Y2.3698 I0.0000 J0.0128 F150.0
N0360 G01 Y2.3998
N0370 X8.0299 Y2.1525
N0380 X8.2082 Y2.1560
Yep, same process as Fusion. You toolpath, simulate and post. Same three steps for both ![]() In Sheetcam the post is the far left icon on the top toolbar.
In Sheetcam the post is the far left icon on the top toolbar.
1 Like
SOLUTION:
I had Mach3 selected as my processor in sheetcam instead of Mach3 Plasma.
Once I changed that the code was produced with all the torch functions.
Thank you so much all for your help!
2 Likes