



Ive changed out tips about 15times. I continue to have an issue where the plunger on my itp60 cnc torch gets stuck!! Happened again today decided to change the tip while i was messing with it!! It felt like everything had fused together as i removed the tip out came all the threads with it!! What can i do? Quality is definitely an issue! Does anybody know what size tap i could use?
Message a forum user (mechanic416)
He can get you fixed up. His name is George.
He has a plasma/ welder repair shop.
The guy is a plasma rocket scientist.
1 Like
On a different subject. You never clamp the torch by the torch head. It makes the plunger stick and could ruin the torch.
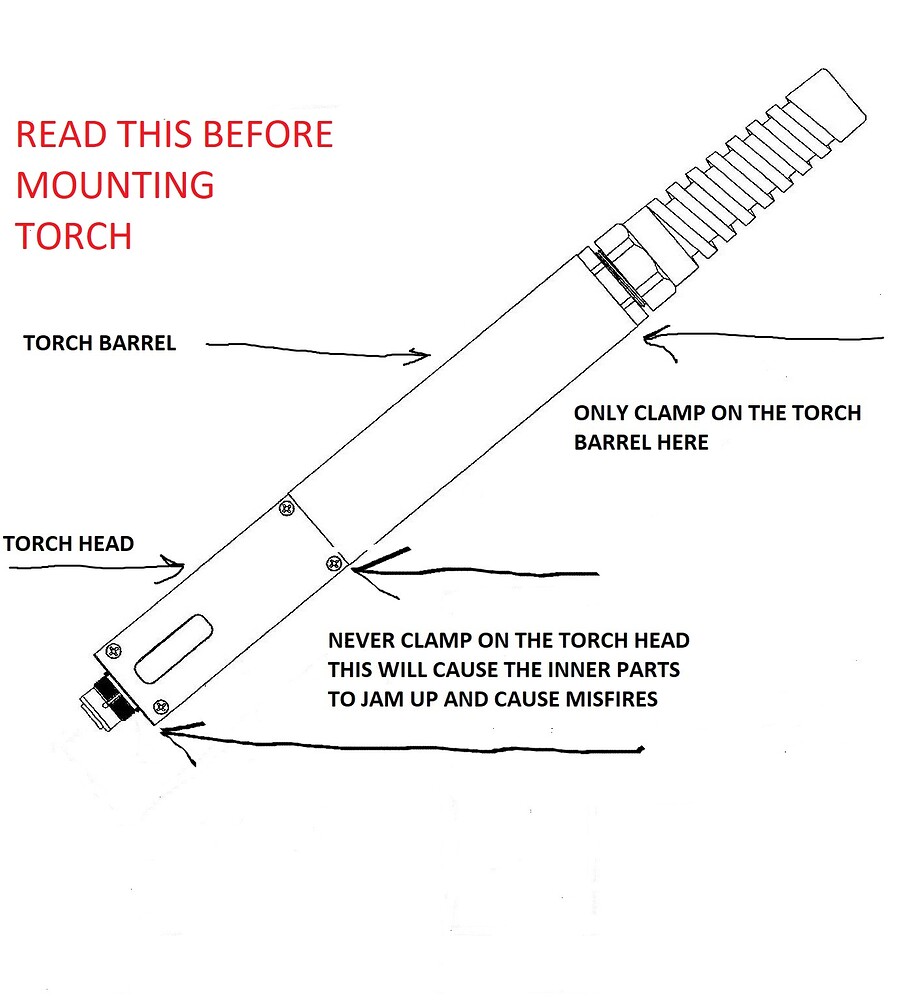
Its clamped very close to the torch head but not on it and i may have clamped it on the head in the beginning
Right now im trying to find a tap for the torch head
Maybe if you had a thread pitch gauge you could determine the thread pitch from a new electrode. It’s definitely metric.
Worse case scenario, you can buy just the head mechanism for around 100 dollar or so. Hopefully you can chase the threads.IPTM-60 CNC Torch Head Replacement Kit | Everlast Generators
1 Like
Those threads are beyond chasing with a tap. It’s new torch time or a rebuild, if you can get the parts.
Run your post flow air as long as possible to prevent this in the future.
How do you draw that conclusion from the fuzzy photo that was provided?
1 Like
I was able to run a tap threw it and all is good !! Threads were fine just had metal from the tip stuck in it!! Thanks guys!!!
1 Like
That second photo appears to have, what used to be the female threads on the torch head, welded to the male threads of the electrode. That won’t leave enough material for a tap to create a useful thread.
It can’t hurt to try, though. I believe it’s an M5 x 1 thread. That’s what I used on mine when an electrode snapped off and I had to drill it out.
Correction: It is M5 x .8 thread. I don’t know where I got M5 x 1 from.
2 Likes
It is a 5mm x 0.8 thread tap. A plug tap works best to keep the threads clean. Only run it in lightly till you feel it start to bottom out or you can damage the spring and o-ring.
I also see the electrode plunger is flared out some and may start sticking causing misfires.
@Manderson1982 Contact me if you need to get a new torch head for your torch.
4 Likes
Same thing happened to me. If the electrode doesn’t screw all the way in by hand, don’t force it with the wrench. It’s good to have a die nut to run the tip through that doesn’t screw in easy before installling them.
https://www.amazon.com/gp/product/B00FXKM3MU/ref=ppx_yo_dt_b_search_asin_title?ie=UTF8&th=1
2 Likes
Looks like you didn’t sell everything after all. How are things going?
So far things are going well. I took another welding job and made my business more of a part time gig!! That way it has the time it needs to grow! Thank you guys for everthing! Without this fourm and you guys i would have failed along time ago
4 Likes
warped heads like that are caused by not enough post flow cooling…post flow cooling should be run for at least 30 seconds after any cut…
2 Likes
I always run ot at 60