torch touches off goes too price high then to too cut high then goes to clearance ht and finishes from there.
A lot more information is needed to be able to diagnose your issue. What cutter are you using? Laptop or Desktop? Fusion or Sheetcam? What are your pierce and cut height settings?
One easy thing to check is the height of the torch mount in the Z-axis carriage. Is the torch able to touch the material with some Z-travel remaining? This is where my torch mount sits in the carriage.
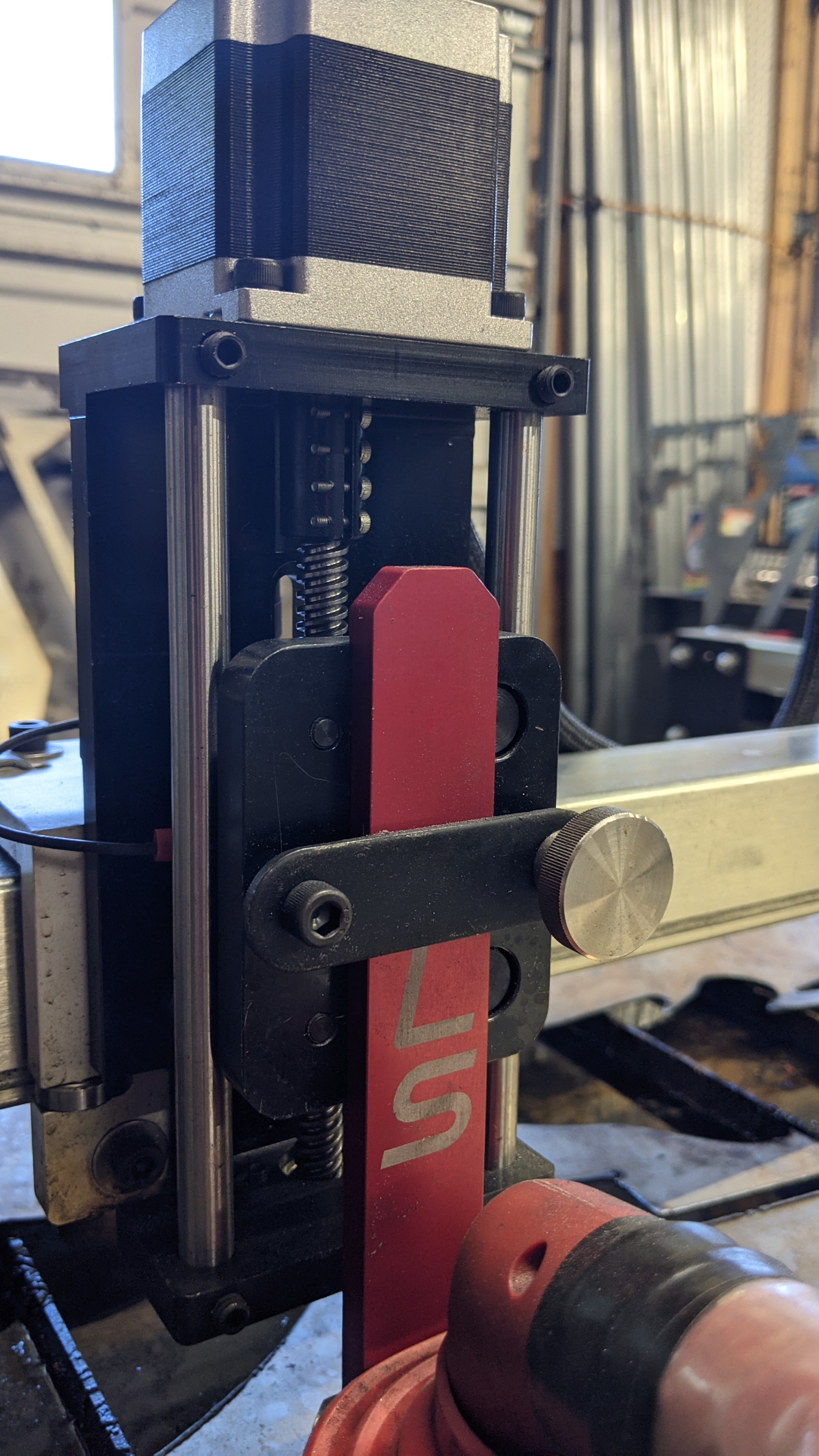
If yours is higher than that, you should lower it and try again.
1 Like
everlast i82 sheetcam firecontrol desktop .15/.05
Try turning off the THC in Firecontrol and run a program. Does it still raise up too high?
thc is off in fire control program dosn’t seam to do anything . goes out touches down moves to price ht fires moves down to cut then up to one inch and keeps cutting.
can you post the g code?
2T/4T button?
what is 2t/4t button?
With the THC off, that must be in the G-code or you have your machine in 4T mode, as brownfox suggested. On Everlast machines this is referred to as Lock-on or Lock-off. You want your machine set to either Lock-off or CNC.
If it’s cutting on the rapids, then it’s that button or setting.
– Langmuir Systems
– www.langmuirsystems.com
firstPierceTime = 0 --this is an extra delay added to the first pierce as needed by some machines
version = 1.6
local function isEmpty(s)
return s == nil or s == ‘’
end
function OnAbout(event)
ctrl = event:GetTextCtrl()
ctrl:AppendText(“Post for CrossFire PRO and CrossFire using FireControl Software\n”)
ctrl:AppendText("\n")
ctrl:AppendText(“For CrossFire PRO and CrossFire w/powered z-axis add-on, be sure to set Pierce Height, Plunge Rate, and Cut Height values in order to activate IHS sequence. There is a 1 inch rapid retract move after each cut loop by default.\n”)
ctrl:AppendText("\nFor CrossFire without powered Z-axis, Pierce Height and Cut Height must be both set to 0 to disable IHS.\n")
end
function OnInit()
programSpeed = 0 – variable overridden with fastest cut speed
post.SetOptions(post.ARC_SEGMENTS)
post.SetCommentChars ("()", “[]”) --make sure ( and ) characters do not appear in system text
post.Text ("(v"… version …"-sc)\n")
post.Text (“G90 G94\n”)
post.Text (“G17\n”)
if(scale == metric) then
post.Text (“G21 (Units: Metric)\n”) --metric mode
else
post.Text (“G20 (Units: Inches)\n”) --inch mode
end
post.TextDirect (“H0\n”) – thc OFF, Machine in control of Z
bigArcs = 1 --stitch arc segments together
minArcSize = 0.05 --arcs smaller than this are converted to moves
firstPierce = firstPierceTime
end
function OnFinish()
post.Text (“M5 M30\n”)
post.Text ("(PS" … programSpeed … “)\n”)
end
function OnRapid()
if (math.hypot(endX - currentX, endY - currentY) < 0.001) then return end
if(endX > 1e30) then return end
post.Text (“G0”)
post.ModalNumber (" X", endX * scale, “0.0###”)
post.ModalNumber (" Y", endY * scale, “0.0###”)
– post.ModalNumber (" Z", endZ * scale, “0.0###”)
post.Eol()
end
function OnMove()
if(currentX ~= endX or currentY ~= endY) then
post.Text (“G1”)
post.ModalNumber (" X", endX * scale, “0.0###”)
post.ModalNumber (" Y", endY * scale, “0.0###”)
–post.ModalNumber (" Z", endZ * scale, “0.0###”)
post.ModalNumber (" F", feedRate * scale, “0.0###”)
post.Eol()
if(feedRate * scale > programSpeed and leadinType == 0) then
programSpeed = feedRate * scale
end
end
end
function OnArc()
if(arcAngle <0) then
post.Text (“G3”)
else
post.Text (“G2”)
end
post.NonModalNumber (" X", endX * scale, “0.0###”)
post.NonModalNumber (" Y", endY * scale, “0.0###”)
– post.ModalNumber (" Z", endZ * scale, “0.0###”)
post.Text (" I")
post.Number ((arcCentreX - currentX) * scale, “0.0###”)
post.Text (" J")
post.Number ((arcCentreY - currentY) * scale, “0.0###”)
post.ModalNumber (" F", feedRate * scale, “0.0###”)
post.Eol()
if(feedRate * scale > programSpeed and leadinType == 0) then
programSpeed = feedRate * scale
end
end
function OnPenDown()
post.TextDirect ("\n")
ihs = pierceHeight ~= 0 and cutHeight ~= 0 --enable IHS if both pierce and cut are non-zero
if (ihs) then
post.TextDirect (“G92 Z0.\n”) – reset Z to 0
post.TextDirect (“G38.2 Z”… post.FormatNumber(-5 * 25.4 * scale, “0.0##”) …" F"… post.FormatNumber(100 * 25.4 * scale, “0.0##”) …"\n") – IIHS Fast Down
post.TextDirect (“G38.4 Z”… post.FormatNumber(0.5 * 25.4 * scale, “0.0##”) …" F"… post.FormatNumber(20 * 25.4 * scale, “0.0##”) …"\n") – IIHS Slow Up
post.TextDirect (“G92 Z”…post.FormatNumber(0, “0.0##”) …"\n") – reset Z to IHS 0
post.TextDirect (“G0 Z”…post.FormatNumber(0.02 * 25.4 * scale, “0.0##”) …" (IHS Backlash)\n") – reset Z to IHS 0
post.TextDirect (“G92 Z”…post.FormatNumber(0, “0.0##”) …"\n") – reset Z to IHS 0
post.TextDirect ("G0 Z"..post.FormatNumber(pierceHeight * scale, "0.0##") .." (Pierce Height)\n") -- Z to Pierce
end
post.Text (“M3\n”) – fire torch
if (pierceDelay + firstPierce > 0.001) then – pierce delay
post.Text (“G4 P”)
post.Number (pierceDelay + firstPierce,“0.###”)
firstPierce = 0
post.Eol()
end
if (ihs) then
post.TextDirect (“G1 Z”…post.FormatNumber(cutHeight * scale, “0.0##”) …" F"… post.FormatNumber(plungeRate * scale, “0.0##”) …" (Cut Height)\n") – Z to Cut
end
post.TextDirect (“H1\n”) – thc ON, THC in control of Z
end
function OnPenUp()
ihs = pierceHeight ~= 0 and cutHeight ~= 0 --enable IHS if both pierce and cut are non-zero
post.Text (“H0\n”) – thc OFF, Machine in control of Z
post.Text (“M5\n”)
if (endDelay > 0) then
post.Text (“G4 P”)
post.Number (endDelay,“0.###”)
post.Eol()
end
if (ihs) then
post.TextDirect (“G0 Z” … post.FormatNumber(25.4 * scale, “0.0##”) … “\n”) – Z to rapid height
end
post.CancelModalNumbers()
end
function OnDrill()
OnRapid()
OnPenDown()
endZ = drillZ
OnMove()
OnPenUp()
endZ = safeZ
OnRapid()
end
– Langmuir Systems
– www.langmuirsystems.com
firstPierceTime = 0 --this is an extra delay added to the first pierce as needed by some machines
version = 1.6
local function isEmpty(s)
return s == nil or s == ‘’
end
function OnAbout(event)
ctrl = event:GetTextCtrl()
ctrl:AppendText(“Post for CrossFire PRO and CrossFire using FireControl Software\n”)
ctrl:AppendText("\n")
ctrl:AppendText(“For CrossFire PRO and CrossFire w/powered z-axis add-on, be sure to set Pierce Height, Plunge Rate, and Cut Height values in order to activate IHS sequence. There is a 1 inch rapid retract move after each cut loop by default.\n”)
ctrl:AppendText("\nFor CrossFire without powered Z-axis, Pierce Height and Cut Height must be both set to 0 to disable IHS.\n")
end
function OnInit()
programSpeed = 0 – variable overridden with fastest cut speed
post.SetOptions(post.ARC_SEGMENTS)
post.SetCommentChars ("()", “[]”) --make sure ( and ) characters do not appear in system text
post.Text ("(v"… version …"-sc)\n")
post.Text (“G90 G94\n”)
post.Text (“G17\n”)
if(scale == metric) then
post.Text (“G21 (Units: Metric)\n”) --metric mode
else
post.Text (“G20 (Units: Inches)\n”) --inch mode
end
post.TextDirect (“H0\n”) – thc OFF, Machine in control of Z
bigArcs = 1 --stitch arc segments together
minArcSize = 0.05 --arcs smaller than this are converted to moves
firstPierce = firstPierceTime
end
function OnFinish()
post.Text (“M5 M30\n”)
post.Text ("(PS" … programSpeed … “)\n”)
end
function OnRapid()
if (math.hypot(endX - currentX, endY - currentY) < 0.001) then return end
if(endX > 1e30) then return end
post.Text (“G0”)
post.ModalNumber (" X", endX * scale, “0.0###”)
post.ModalNumber (" Y", endY * scale, “0.0###”)
– post.ModalNumber (" Z", endZ * scale, “0.0###”)
post.Eol()
end
function OnMove()
if(currentX ~= endX or currentY ~= endY) then
post.Text (“G1”)
post.ModalNumber (" X", endX * scale, “0.0###”)
post.ModalNumber (" Y", endY * scale, “0.0###”)
–post.ModalNumber (" Z", endZ * scale, “0.0###”)
post.ModalNumber (" F", feedRate * scale, “0.0###”)
post.Eol()
if(feedRate * scale > programSpeed and leadinType == 0) then
programSpeed = feedRate * scale
end
end
end
function OnArc()
if(arcAngle <0) then
post.Text (“G3”)
else
post.Text (“G2”)
end
post.NonModalNumber (" X", endX * scale, “0.0###”)
post.NonModalNumber (" Y", endY * scale, “0.0###”)
– post.ModalNumber (" Z", endZ * scale, “0.0###”)
post.Text (" I")
post.Number ((arcCentreX - currentX) * scale, “0.0###”)
post.Text (" J")
post.Number ((arcCentreY - currentY) * scale, “0.0###”)
post.ModalNumber (" F", feedRate * scale, “0.0###”)
post.Eol()
if(feedRate * scale > programSpeed and leadinType == 0) then
programSpeed = feedRate * scale
end
end
function OnPenDown()
post.TextDirect ("\n")
ihs = pierceHeight ~= 0 and cutHeight ~= 0 --enable IHS if both pierce and cut are non-zero
if (ihs) then
post.TextDirect (“G92 Z0.\n”) – reset Z to 0
post.TextDirect (“G38.2 Z”… post.FormatNumber(-5 * 25.4 * scale, “0.0##”) …" F"… post.FormatNumber(100 * 25.4 * scale, “0.0##”) …"\n") – IIHS Fast Down
post.TextDirect (“G38.4 Z”… post.FormatNumber(0.5 * 25.4 * scale, “0.0##”) …" F"… post.FormatNumber(20 * 25.4 * scale, “0.0##”) …"\n") – IIHS Slow Up
post.TextDirect (“G92 Z”…post.FormatNumber(0, “0.0##”) …"\n") – reset Z to IHS 0
post.TextDirect (“G0 Z”…post.FormatNumber(0.02 * 25.4 * scale, “0.0##”) …" (IHS Backlash)\n") – reset Z to IHS 0
post.TextDirect (“G92 Z”…post.FormatNumber(0, “0.0##”) …"\n") – reset Z to IHS 0
post.TextDirect ("G0 Z"..post.FormatNumber(pierceHeight * scale, "0.0##") .." (Pierce Height)\n") -- Z to Pierce
end
post.Text (“M3\n”) – fire torch
if (pierceDelay + firstPierce > 0.001) then – pierce delay
post.Text (“G4 P”)
post.Number (pierceDelay + firstPierce,“0.###”)
firstPierce = 0
post.Eol()
end
if (ihs) then
post.TextDirect (“G1 Z”…post.FormatNumber(cutHeight * scale, “0.0##”) …" F"… post.FormatNumber(plungeRate * scale, “0.0##”) …" (Cut Height)\n") – Z to Cut
end
post.TextDirect (“H1\n”) – thc ON, THC in control of Z
end
function OnPenUp()
ihs = pierceHeight ~= 0 and cutHeight ~= 0 --enable IHS if both pierce and cut are non-zero
post.Text (“H0\n”) – thc OFF, Machine in control of Z
post.Text (“M5\n”)
if (endDelay > 0) then
post.Text (“G4 P”)
post.Number (endDelay,“0.###”)
post.Eol()
end
if (ihs) then
post.TextDirect (“G0 Z” … post.FormatNumber(25.4 * scale, “0.0##”) … “\n”) – Z to rapid height
end
post.CancelModalNumbers()
end
function OnDrill()
OnRapid()
OnPenDown()
endZ = drillZ
OnMove()
OnPenUp()
endZ = safeZ
OnRapid()
end
Denny,
Please contact our support team with your issue and they will help you out!
1 Like