I was asking for help on Facebook but was told I should ask here. Originally I blamed multiple things for this but I finally got around to actually measuring the cut height. I have set my height to .06 in sheetcam. While cutting I paused the machine and it was at .08. Then I restarted an noticed it was all different, one loop looked to be at the correct height while another had to be .150 above surface.
What can cause this and how do I fix it? My posts on FB we’re about consumables and failing on edge cuts but I know believe it has to do with THC not doing it’s job.
I’m running a Prime-weld CUT60
Wired to raw voltage
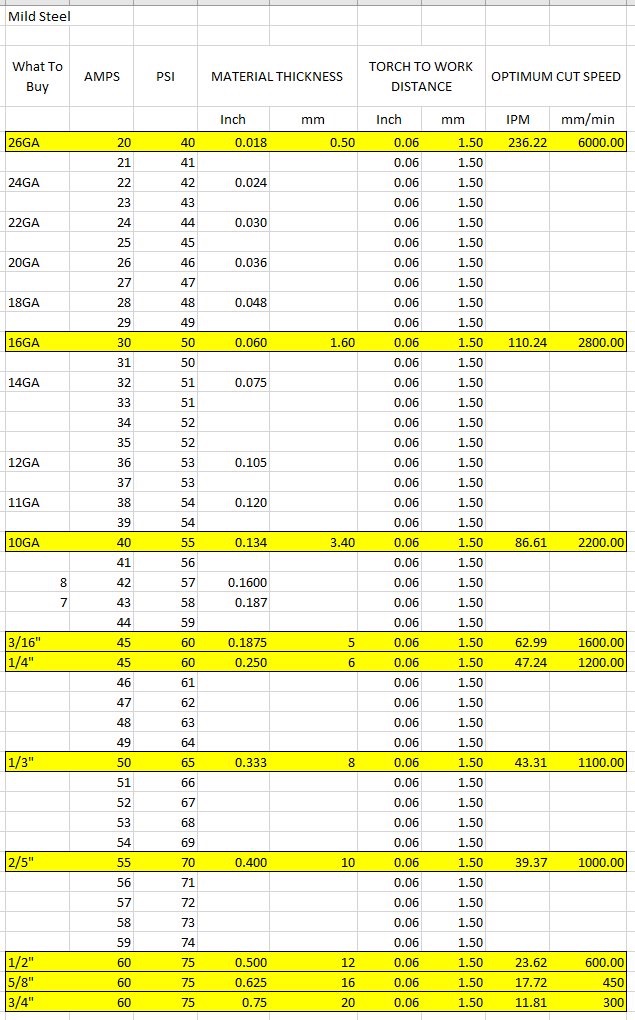
Feed 110.24
Pierce height .15
Pierce delay .8
Plunge rate 3.937
Cut height .06
Amp 33
Air 51
Just spoke with Primeweld and they sent me a more comprehensive cut chart because the original in manual doesn’t cover 14g.
I can see without a doubt that different loops are cutting at different heights. I even changed to cut height to .03 to see if it compensated. It did not some cuts were almost dragging while others were over .1 away.
Yes it moves freely, it also moves during the cut. I just finished the trouble shooting guide and it leads me to the height switch is getting wet. That seems feasible as it mainly fails when close to an edge. Though the erratic heights that I just watched make me think it’s a bigger issue.
i would go off what the manual has. IDK why yours has 50psi for 16g when the manual has 55psi and that’s what I’ve been going by for the last 3 years with the cut60. I cut 14g at around 34A @ 55-60 psi 110ipm.
is the material flexing when it first touches down on IHS? that could be why it’s not accurate on cut height.
so the up/down never illuminate? also on the DRO size, it should have “under Z axis control” or something like that effect when the Z axis is in control.
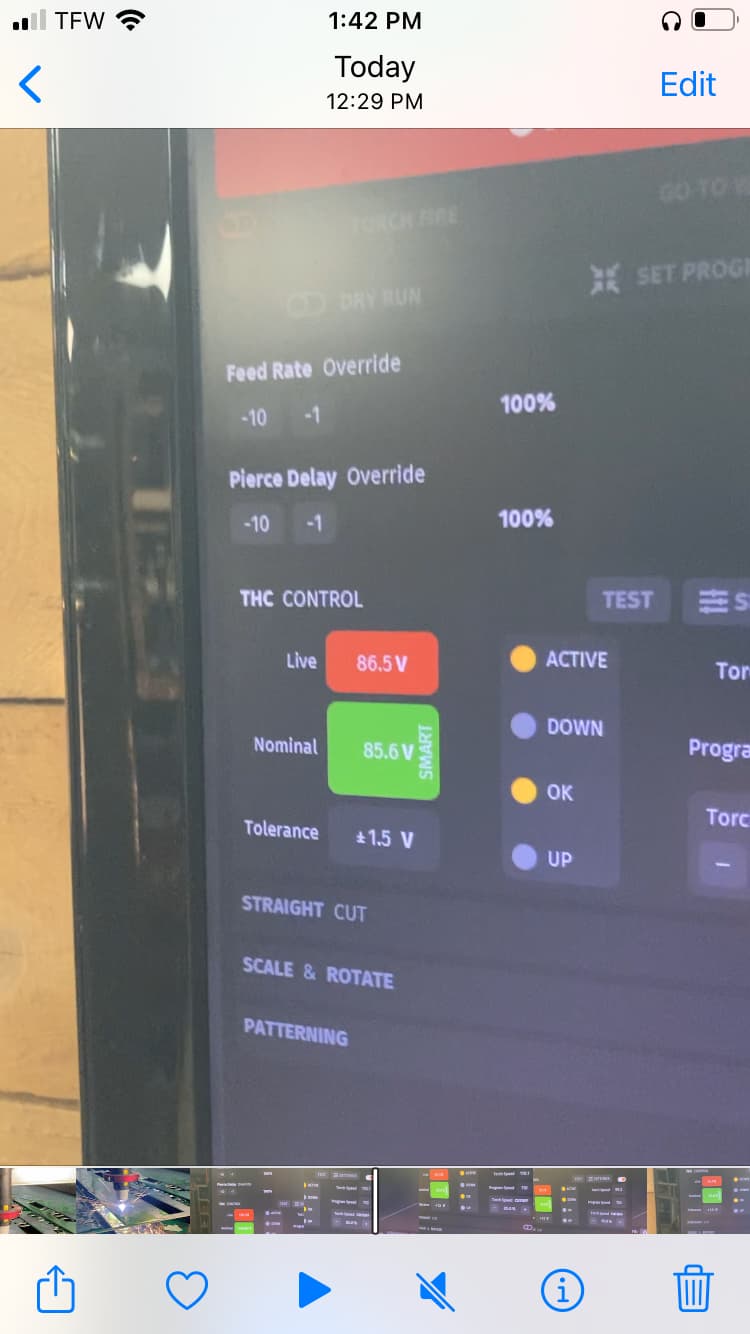
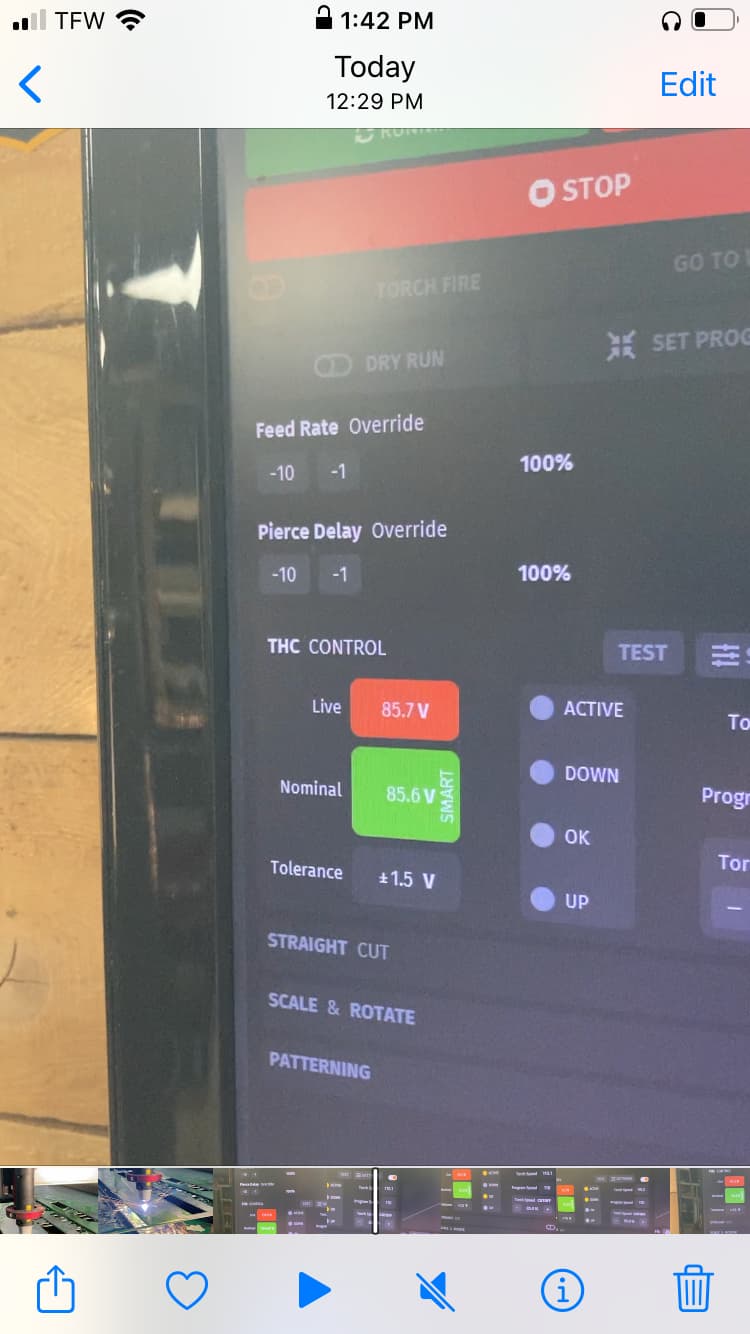
The only screen where the voltage is really outside of the 1.5v range is the first screen and the speed is well below the THC cutoff threshold.
The THC can only use the voltage reading to keep the torch at the height it was when the sample voltage was taken. It doesn’t know if that is .03" or .1". All it knows is that it read a voltage of 85.6v at the start of the cut and it will try to maintain that voltage.
Change your plunge rate in Sheetcam to at least 50IPM.
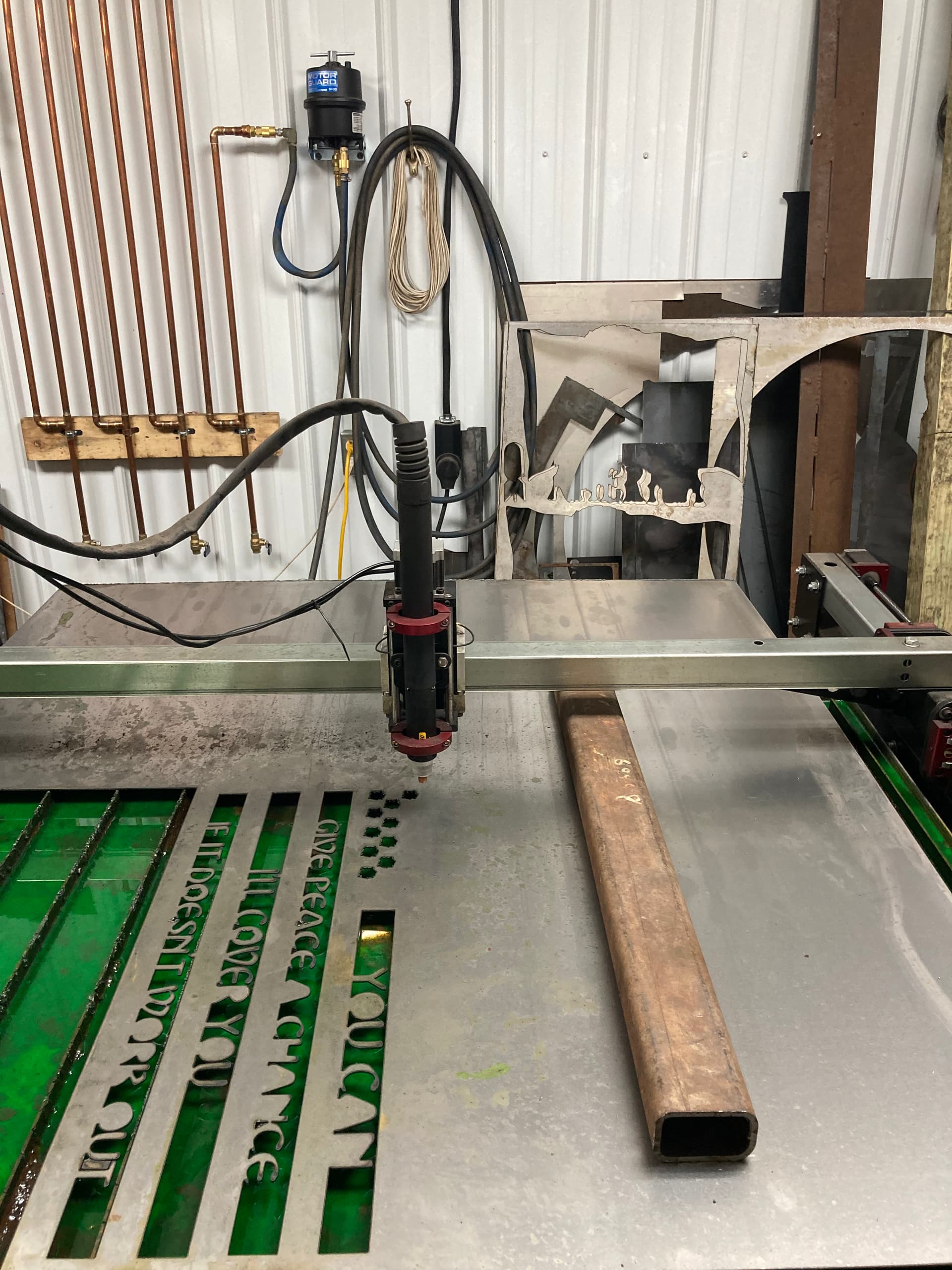
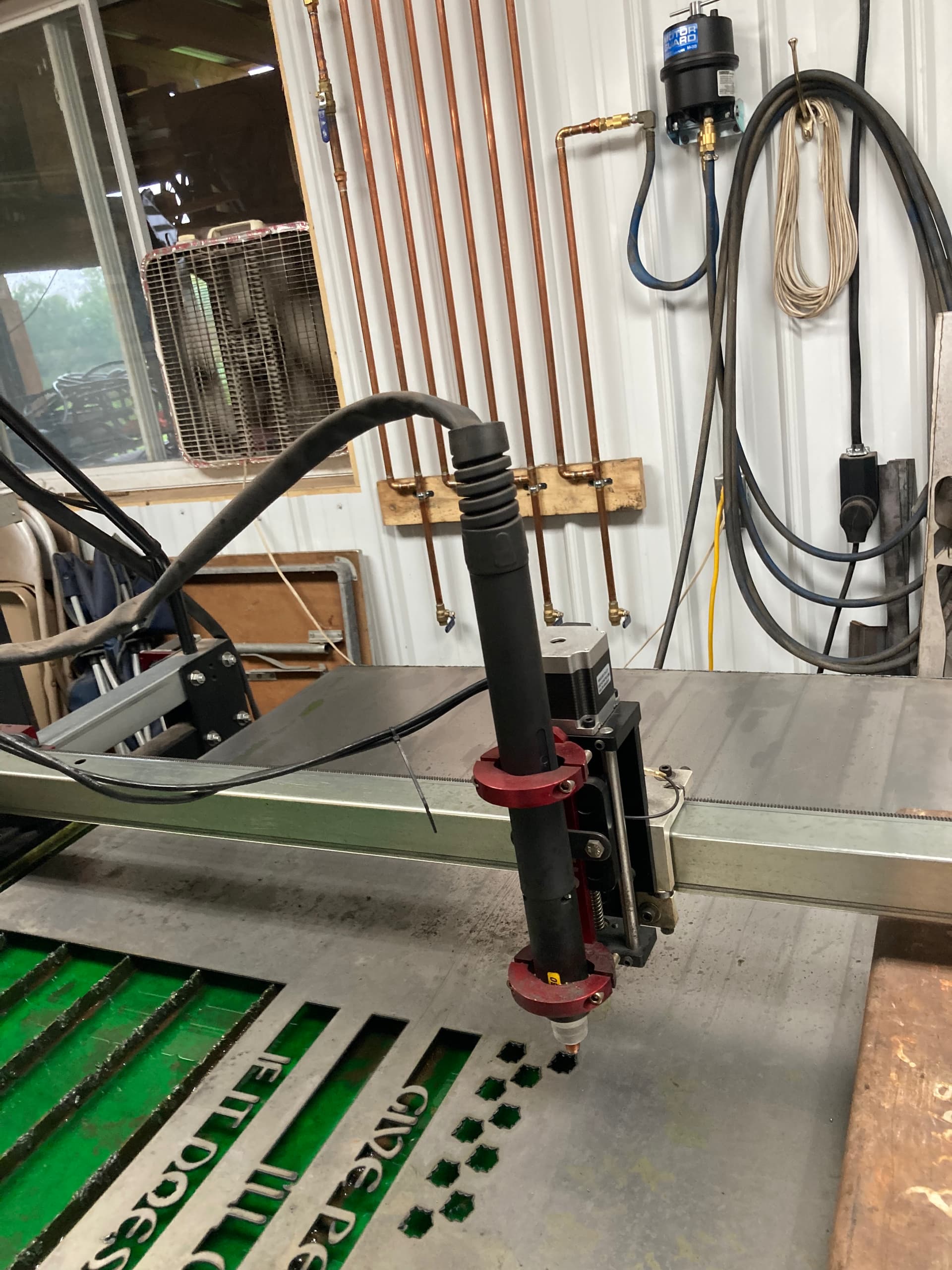
Post a picture of your torch mounted in the Z axis carriage.
Thank you all for your ideas and help! I contacted Langmuir and they are sending me an upgraded version of the IHS switch. Thinking the liquid spraying on it was the majority of the issue.
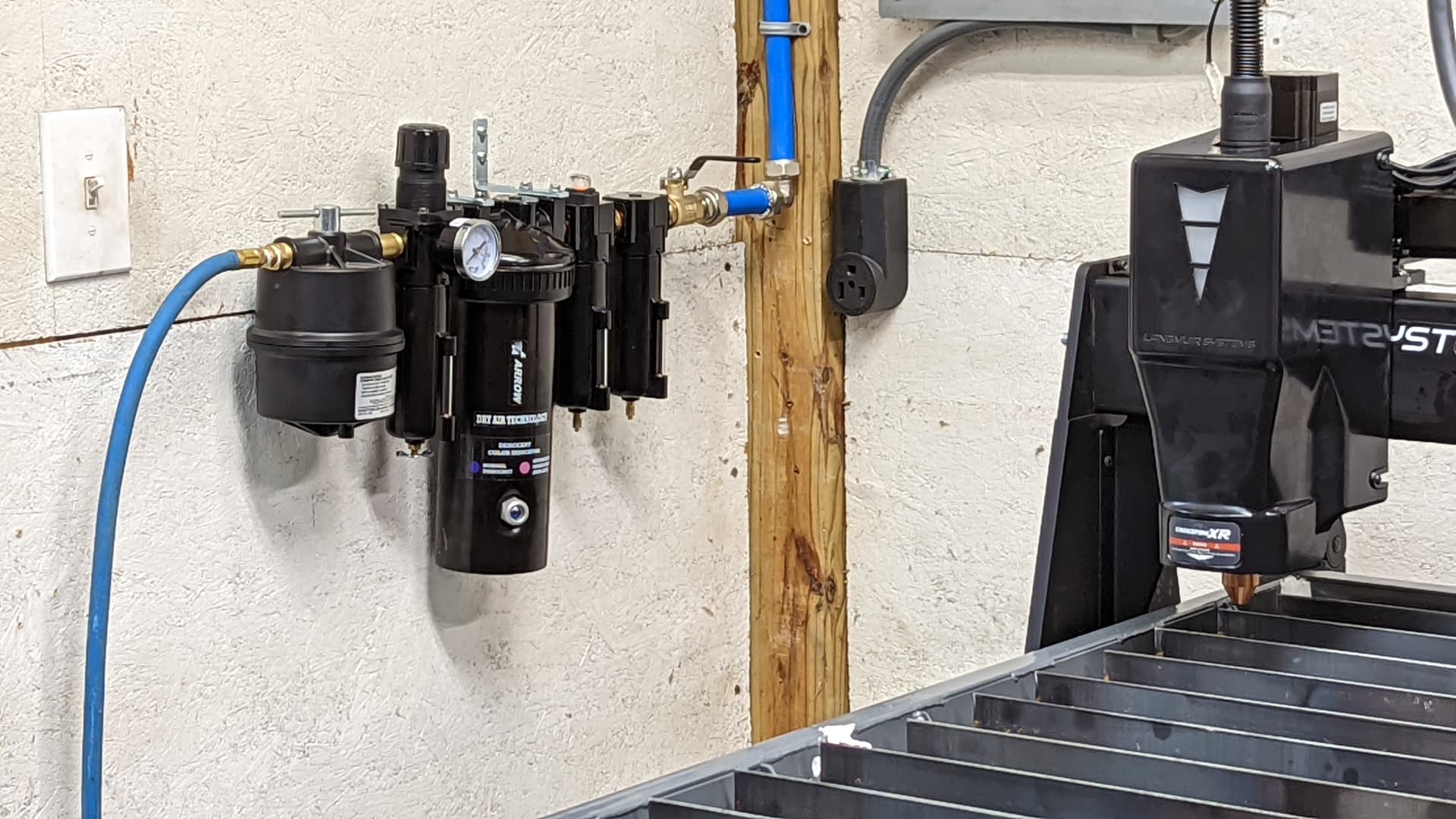
I’m also upgrading my air. I’m going to add a dryer for o the system . See pic
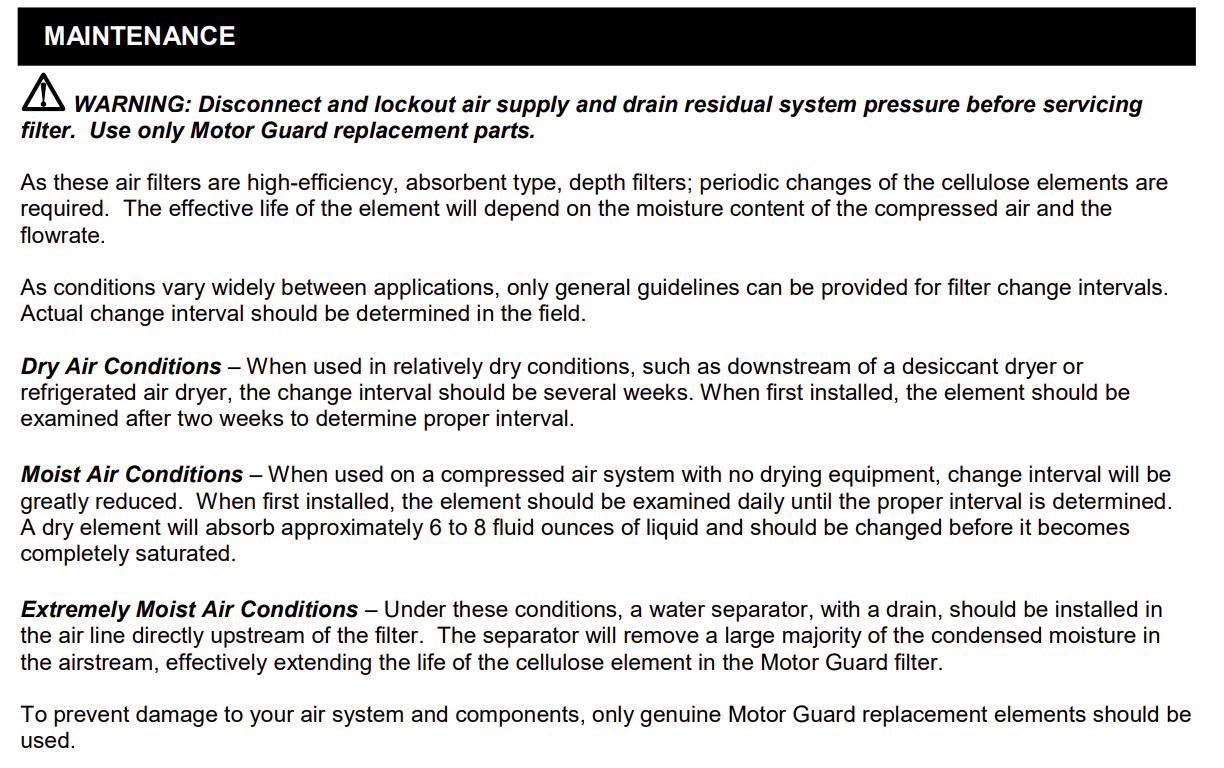
Motor Guard is not a dryer. It is a filter. It’s used, among other things, to filter out any powder or particulate that escapes a desiccant dryer and should be the last stage in your air supply to the Plasma Torch.
You want desiccant and then a motor guard filter before air enters plasma cutter. The desiccant on mine is the big canister with site glass and motor guard 60 filter is the one with rubber airline hanging that plugs to plasma cutter. I have no water issues with this setup.