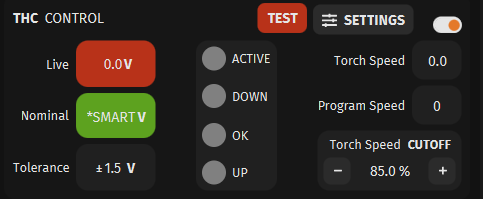
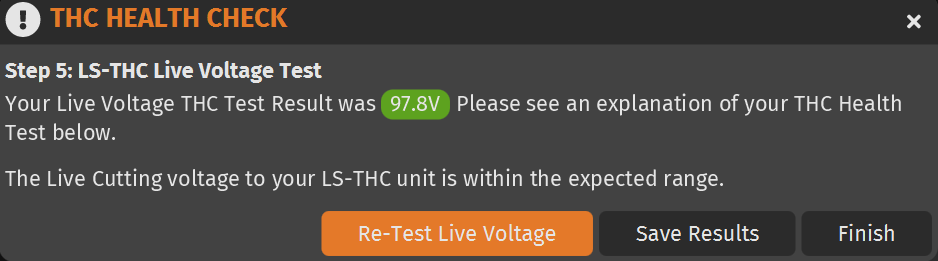
The test in firecontrol says the voltage of the torch is within the expected range. The ihs is working. I set the cutting height to 0.05 inches (it was at 0.1 and not cutting well so i changed it). What i just noticed was that the tip of the torch ended up touching the metal during cutting and dragging the metal around so i assume the thc is not working. Can anyone help me?
I made sure the post processor is the correct one from the website for the machines with z axis control. I have actually made some fairly clean cuts, but I had a feeling the thc wasnt working. So, I made the cutting height really small and am trying to cut on a somewhat warped piece to confirm the thc is not working.
The black cable on the vim is in the PV output and for the raw voltage cables the red one is connected to the clamp and in the clamp hole on the vim so the torch cable is in the correct spot as well.
I checked continuity with the slats or whatever on the table to the bolts that the cover on the control box and there was none. Also checked from the usb port to the bolts that hold the cover on the control box. I am not sure if there are any other places I should check.
When you did the test, did the 3 torch fire events happen? What was the voltage reading it ended the test with? Should have been somewhere between 130v to 170v.
Make a test cut with the THC off. Does the torch tip still drag?
If not, make a second cut with the THC off. Turn the THC on during the cut and see if it maintains the correct height.
THC may not have time to react on a small, warped piece of metal.
In addition to Sticks questions, you really need to measure your actual cut height instead of guessing.
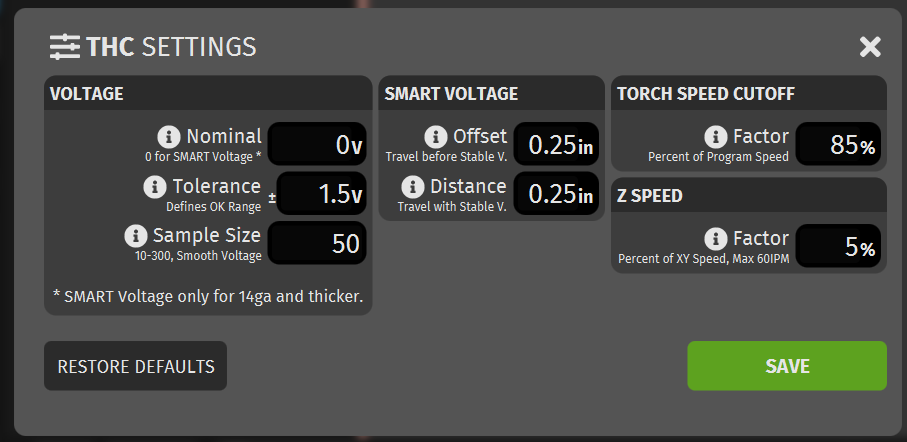
Run this gcode file. It will cycle the IHS and then go to cut height of 0.06 inches (with the addition of 0.02 Backlash/springback) and stop without firing. Measure the distance between the torch tip and the metal. cut height test.tap (224 Bytes)
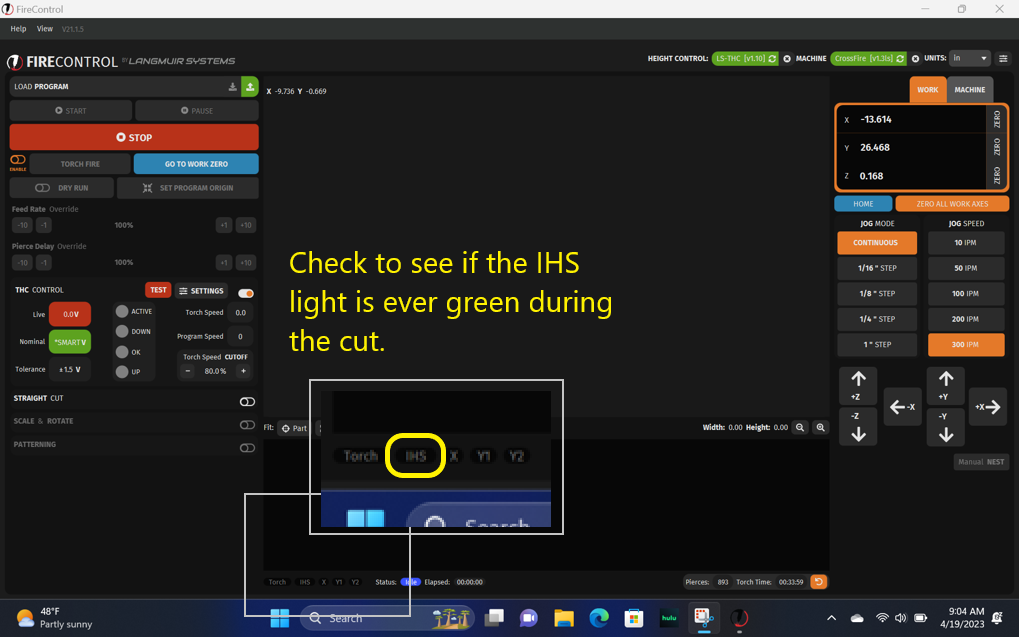
The other thing is perhaps the contacts of the IHS switch (in the z-axis assembly) is sticking. Move the z-axis carriage up and down by hand and watch the IHS switch signal. Does it seem to react in an ‘expected’ manner?
It is not that small or warped. About 2’ x 2’ and maybe .5 - 1 inch of warping.
The files results in a distance from the torch tip to the metal of 1/16 on completely flat metal, but if the metal is slightly bowed and it springs back up after the torch tip pushes it down then the distance is less than 1/32. Do I need to increase the Backlash/springback?
The IHS light does come on when that part is moved manually and at the beginning of a cut.
Your measurements indicate that your system is in step with the IHS. Since it is having a habit of dragging, I would probably set the cut height at 0.06 vs the 0.05 that you have.
Have you found that the 0.05 gave a better result with test cuts? Or is this just a number you generally use?
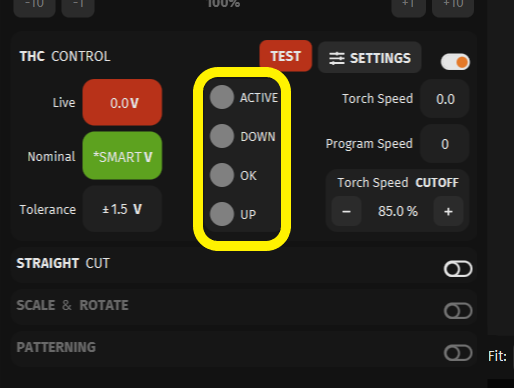
Then I would suggest doing a test cut with your shielding glasses on so you can watch the torch and also look at the computer screen. Look for these lights to be flashing as THC reacts to the cut:
If you are seeing the lights flashing to direct the torch “DOWN” and it hits the metal then you know the THC is not getting the correct voltage reading.
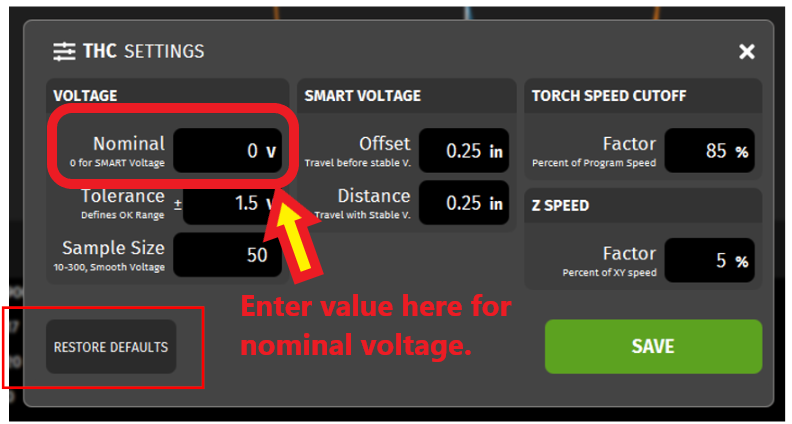
You might try cutting with Nominal Voltage setting for the THC. This removes the variable of THC taking its own readings to determine what the voltage should be. To use “Nominal Voltage” you simply type the voltage in the settings for THC:
Honest advice. All I seen on that plasma cutter says high frequency. I would confirm that it isn’t. You may end up replacing the control board if it is a high frequency plasma cutter.
That is probably why you are having issues with the cut height.
I have had no troubles besides when I added the thc (considering i expect the tip to drag on warped metal if i dont have a thc). I dont know if i have checked that everything is isolated well enough.
And @Tryin we rely on @mechanic416 for just this kind of information and more. He “knows” plasma cutters inside and out.
He has been fixing them for decades. Just like any car mechanic, they know the cars that are reliable and are good performance and value for the money. George can be counted on to give a fair appraisal.
Scour ebay. You might even get lucky and pick up a used hypertherm 45 amp and up for as much as you would pay for a new everlast. I picked up a used hypertherm 1650 which is 100 amp for $1200.00. Between that and a new machine torch that I bought I’m only out $2,000.