Ran a 1/4" MS part with no issues with a regular cartridge. Cut great parts.
I switched to a lightly used fine-cut cartridge and started to cut a 12g MS part. Set the Fusion 360 cutting to the specs by Hypertherm, .14" Perice, and cut height at 115in min.
Cut 12 1/2" square cuts great. Then started profile and would cut about 3" then the arc broke. Rest and it would do the same. Edited the program to cut just one part, it did exactly the same thing almost just as far as the first.
Swapped to a brand-new fine-cut tip. Same thing.
2x try.
Swapped to the standard 45A cutting tip, reset the program to the speeds for that, yup same thing.
I switched program settings for 10g, put on a chunk of 10g, and it did the same thing. The arc cuts out and the torch is about .375" off the deck when it stops.
Z axis is moving fine, and the cables for the THC are firmly plugged into all ports. The laptop is on a stand 10’ away; I took it off the power supply, and still the same issue.
Made a test program, for 12g and same issue.
A week ago, the Z-axis stepper froze; I ordered a new stepper and took the old one apart since I had nothing to lose; everything looked fine to my uneducated eye. So I put the stepper back together and tested it and it started working fine. I have the new on, I can swap it in. But thinking it has to be the THC getting an odd signal.
Here is the last test program set for cutting 1/8". This is using Hypertherm’s settings for a fine-cut cartage. 0.14 pierce and cut height and cutting at 100ipm.
It is termed “hunting”. The THC is not getting the voltage that it needs. When the torch is closer to the plate, less voltage is required. If THC determined that you needed more voltage based on the “nominal voltage” or “smart voltage” then it rises to try to find it.
But…it is more likely this:
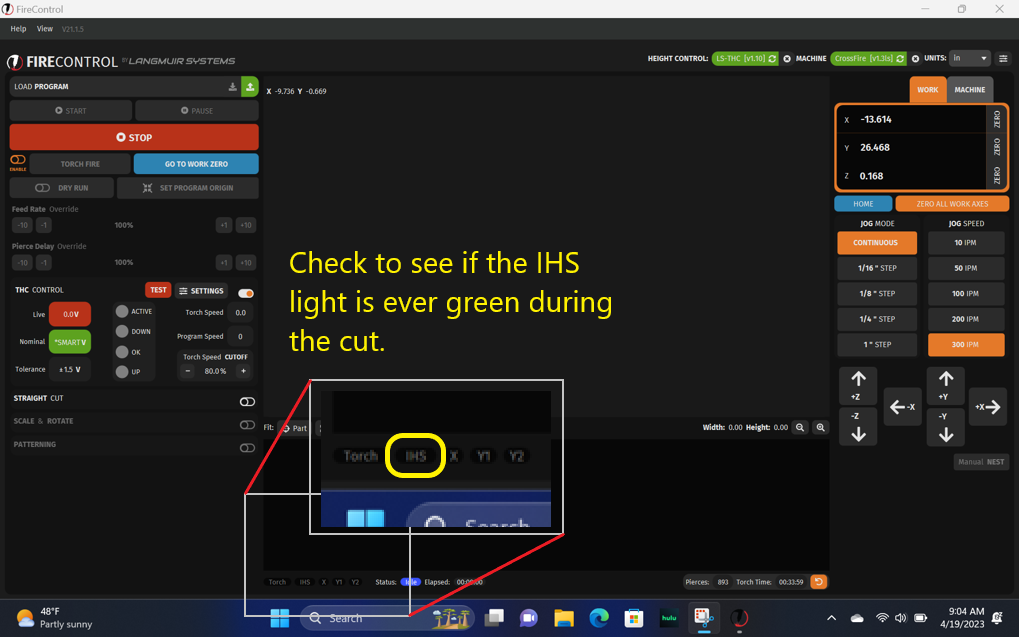
Or there is a loose connection with the IHS contact wires in the z-axis assembly. Do another cut and watch to see if you are seeing the IHS light come on. Every time it triggers, the torch will rise about 0.06 inches. If that does not turn the light off it will repeat. It eventually extends out of reach of the torches ability to make “fire” and turns off.