Well I finally had some time to sit down and work with my crossfire. I really enjoy it. It was a breeze to work with and cut. I uploaded a couple videos, nothing special. But again the machine works great! The Crossfire is by far the best value on the market. The electronics in are wired very professionally, and the solder that is visible looks great! Good QC for sure. I put an indicator on the rail and ran it through some 0.010 steps, and it was right on the money in regards to repeatability and it does exactly what is commanded.
What is more of a learning curve for me honestly is my plasma cutter. Now I have run my plasma cutter for nearly 5 years, but have used it basically like a torch, mostly just cutting stock to length and making some real basic geometry. With CNC controlling it, I am surprised how little of a change to settings and/or consumables makes a world of difference. In my experience today, plasma nozzle size had WAY more to do with accuracy than did the torch height.
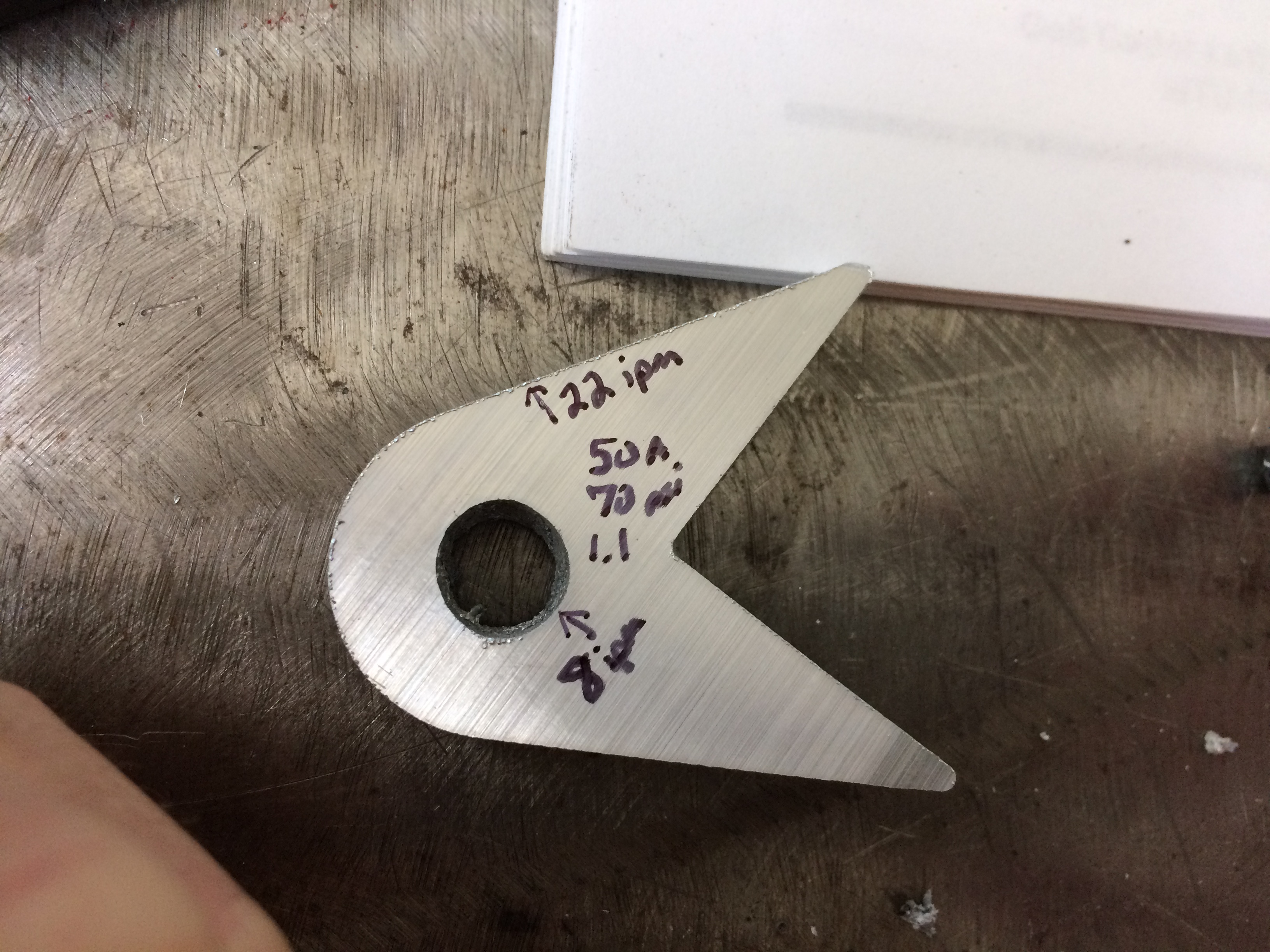
I am running a Everlast PowerPro 205S, which is a multiprocess unit I have dedicated to only plasma. It has a IPT-60 torch, and is basically like the current Everlast 50A plasma cutter. I started the day with 1.1mm nozzles and was trying different settings along with the 1.0mm nozzles. For me at 50A, the 1.0’s were not very good. Especially cutting 0.5" steel and 0.25" Aluminum. I will keep those tips for 0.125" and thinner.
The steel cut really clean. I did cut some 0.5" but I ran out of my 1.1 nozzles so I shut down for the day. I am satisfied with the aluminum cut, and I am sure I can get it cleaner with some tweaking, again this is first day out, no cut charts, just going at it blind.
Today I was getting about 0.003 variability per side with my setup. The 0.375 hole was about 0.382-0.385. Just to reiterate that my variability is my setup for plasma, as like I said above, the crossfire itself does exactly what it says it is going to do!
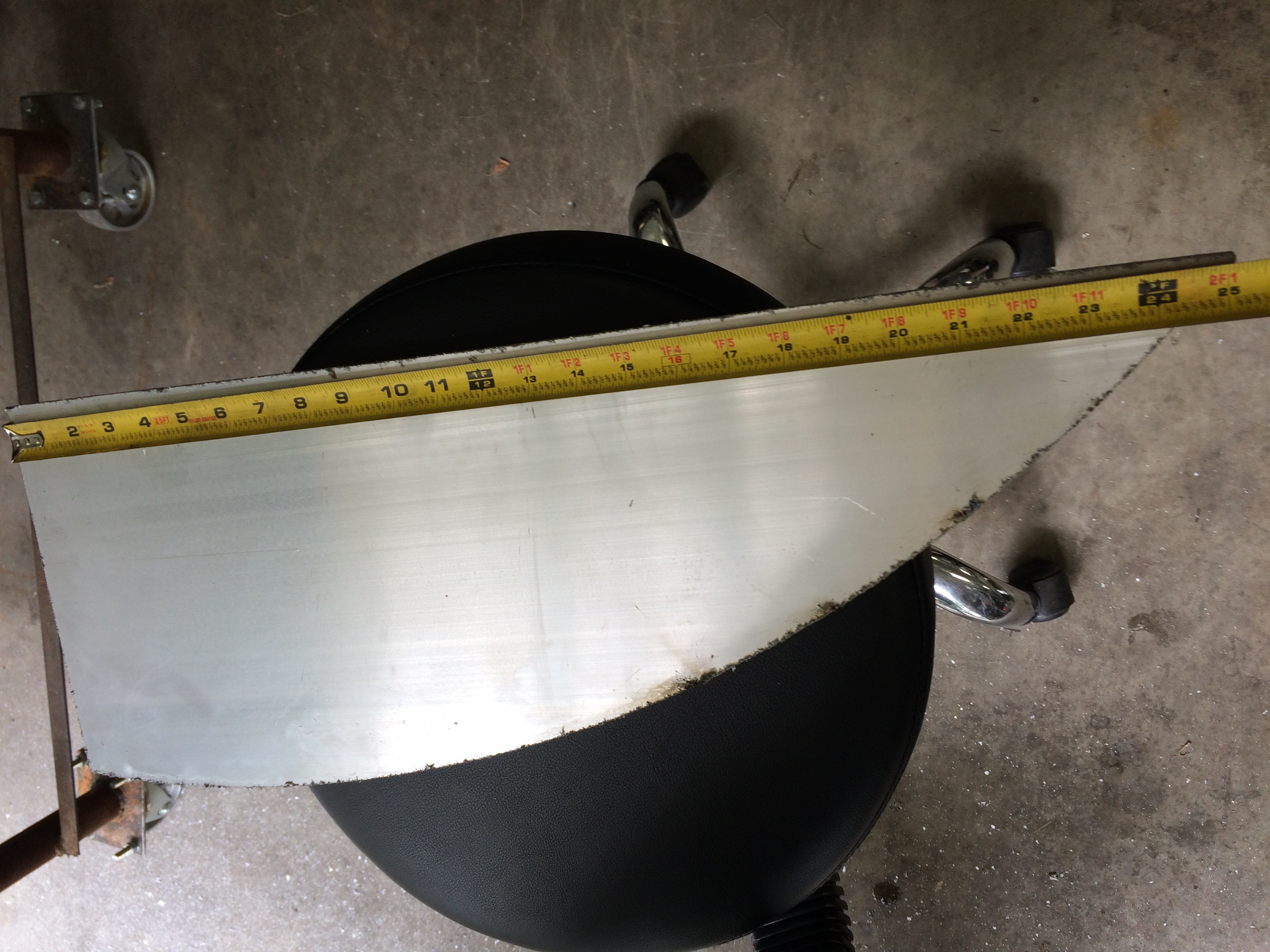
In the 3 minute video I was squirting some water on the part, and that helped a lot just to keep the temp from getting out of control. It was needed on the small aluminum lugs as the points would otherwise melt off regardless of lead in/out area or settings. A water table is a must for me, and I will be making one when I get a chance the next couple weeks. Also this shelf was cut out by tracing a picture of a cardboard cutout and processed in fusion 360.
(MUTE YOUR AUDIO: Unless you want to hear the sound of a space X rocket re-entry lol sorry)
None of these parts were touched with a grinder. The steel I knocked off the dross with a pliers. The aluminum I did not touch, but a lot could be easily rubbed off by hand and then touched up on the grinder. There is some angularity in the 0.375 hole in Aluminum, but It is a proportionately smallish hole for 0.25" Aluminum and a cheap plasma cutter and not perfect air. I do run a decent desiccant dryer but that was it. The steel lugs were 0.25" and the ‘chunk’ was a 1.5x1.5 1/2 inch thick block of A36 steel plate.