I’ll set it to 70 and let you know, thanks!
1 Like
I use a Cut60. I cut a lot of 16 gauge. I get some dross, but not nearly that much and never that thick.
One thing I noticed in your first post is how consistent the dross looks, except in the corners where it seems to diminish somewhat. That has me wondering if the issue may be your amp/travel speed (static parameter) which I couldn’t find skimming the info above.
For reference, I usually target run 27-28 amps at 115 ipm. I am using the PTM60, so different torch. Maybe not apples to apples but hopefully close enough.
Since you said you are seeing warpage, watch your amp readout on the machine while it’s running. As my Cut60 has gotten older, the amperage tends to drift upward during cutting. I need to set it 2-3 amps below my target cut amps.
Your setup looks fairly new, so maybe not your issue, but I will say even when my stuff was newer, I could set my Cut60 3-4 amps below chart recommendations and get good cuts.
2 Likes
I will try that, thanks! It definitely seems to be running hot.
I ran three tests with three different pressure settings. These aren’t the results I was expecting but maybe you guys can interpret them better than I can? Each one of these is shown from the bottom of course:

Langmuir recommends 6 cfm @ 90 psi. If your air delivery is inadequate then your results of varying the air pressure will be misleading.
1 Like
Your compressor is too small. You say it’s worked well so far. Under what circumstances?
If you’re doing small fast cuts like that ornament, yeah it might do one at a time.
As soon as you try a larger cut there is no way that is supplying the necessary air and your quality will suffer or the torch will just shut off due to low pressure. Or, hint, it will stop cutting through first. You will have to be pausing your cuts to let the compressor catch up.
You have several things in your setup that are lacking. Amazon consumables, inadequate air filtration, too small of a compressor.
Troubleshooting anything else is a waste of time in my opinion until those things are fixed.
Ok, it worked for a year. Under what circumstances? Your air cooling and drying needs change with the season and your location. You can get away with less equipment in the winter than the summer. The design itself is also a factor. Tight detailed work in 16 gauge will have dross. What cutting rules are being applied… there are a million factors. You need to be at a better baseline before moving forward.
4 Likes
You could probably glean some information from a shorter cut or just look at the first cut/pierce. If I was to guess, the line was your first cut. You had a compressor full of air. Things went well for part of the line and maybe the second cut but after that, it never recovered.
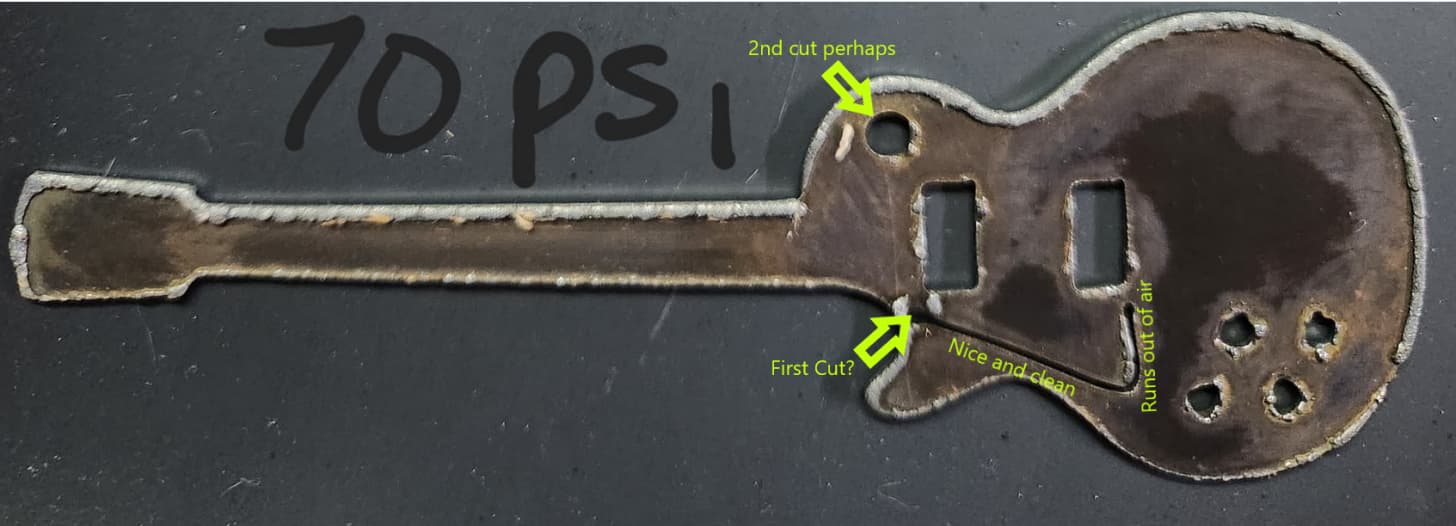
What was your first and second cut in this guitar?
3 Likes
When I say it’s worked well for a year, these are the types of things I usually cut - 24" - 32" signs over varying complexity. 10, 12 minute cuts are not uncommon





3 Likes
This is a very short cut. It’s roughly the same amount of cut time at the fbomb bottle opener. You are correct about the order of the cuts but the cut is over so quickly there’s no perceivable change in pressure just looking at the dials.

2 Likes
Very Nice.
1 Like
I always have theories but really just trying to make sense of it:
Something is happening for the cut to deteriorate in the first 15 to 20 seconds. And, whatever happens now, apparently did not happen before. What could that be?
- Your air volume and/or quality of the air is diminishing. This could be due to the pressure falling ever so slightly below a critical level. The added heat generated by the compressor is also capturing more moisture in the air. Either could jeopardize your cut.
- Your compressor may be less efficient due to wear and tear.
- The humidity of your shop is higher than some other times.
If you look at the last cut of the three guitars, which would be the outline of the guitar, by far the worse is the 70 psi. That tells me that since the first two cuts (at 70 psi) were among the best cuts of the bunch but the last cut (at 70 psi) is of the worst, whatever is happening occurs early on in the cut.
If it is a air volume issue, you can put a pressure gauge right on the back of the cutter but make sure that it measures the same as your pressure gauge the the compressor regulator. During the cut, you will definitely see the reading drop on the regulator on the back of the cutter. If it does then you have a delivery problem. If it doesn’t, I would blame moisture.
1 Like
More good ideas, thank you.
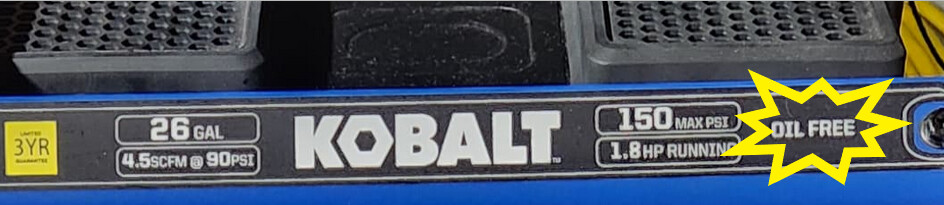
I wouldn’t be too surprised if it is just wear and tear on the compressor. This is it btw (that’s not the hose I usually use, just trying a different hose as part of troubleshooting this morning before church)

I have been ecstatic about it’s performance so far but at the same time I realize I’m asking a lot of it.
I’ve done the budget option on basically everything and so far it’s a been great but I’m finding out when something isn’t working right it’s difficult to narrow down exactly where the issue is. Compressor? Maybe. Filter? Maybe. Maybe it’s the consumables, maybe it’s Maybelline.
1 Like
1 Like
Nice!
I withdraw any advice I gave. Your signs look better than mine! ![]()
3 Likes
Dude no I just looked at some of your signs they look awesome! Thanks for the encouragement!
2 Likes
Get some quality consumables from George and go from there. Let’s start with the wildcard of crap consumables before you buy a new compressor. Your sign work is terrific. This has got to be something stupid we are missing. Let us do one thing at a time and see what actually fixes the problem; I find it hard to believe that that compressor can’t keep up with a plasma torch with a 1/8 hose connected. A motorguard filter would also be a good investment at this point.
If water is in your lines, you will see a swirl pattern on your electrode. Look at the video I sent you of me pushing up on the electrode and seeing the swirl lines on it. When I did that video, my refrigerated dryer had failed without us knowing it, putting some moisture in my lines.

2 Likes
So, I do see a swirl pattern on the electrode. I thought it was strange the first time I saw it, then I learned that the ring is called a swirl ring, and I thought “oh I guess that swirl is supposed to be there”. That’s the level of intelligence I’m working with here. I definitely want to get some consumables and I will talk to George about it as soon as possible.
I had to cut this out tonight despite the imperfect conditions due to a deadline.




There is dross on the back but not nearly as bad as I feared. I can work with it.
4 Likes
When things start going wrong all of a sudden the first thing is to check your air. You should have 90 to 120psi coming to the plasma cutter. Plasma cutter should be set a 65 to 70psi with air flowing from the torch. The air gauge should read about 5psi more with the air not flowing from the torch then the flow pressure. If it drops more then 5 to 7 psi you need to find were the air is restricted. If that fixed the problem your done.
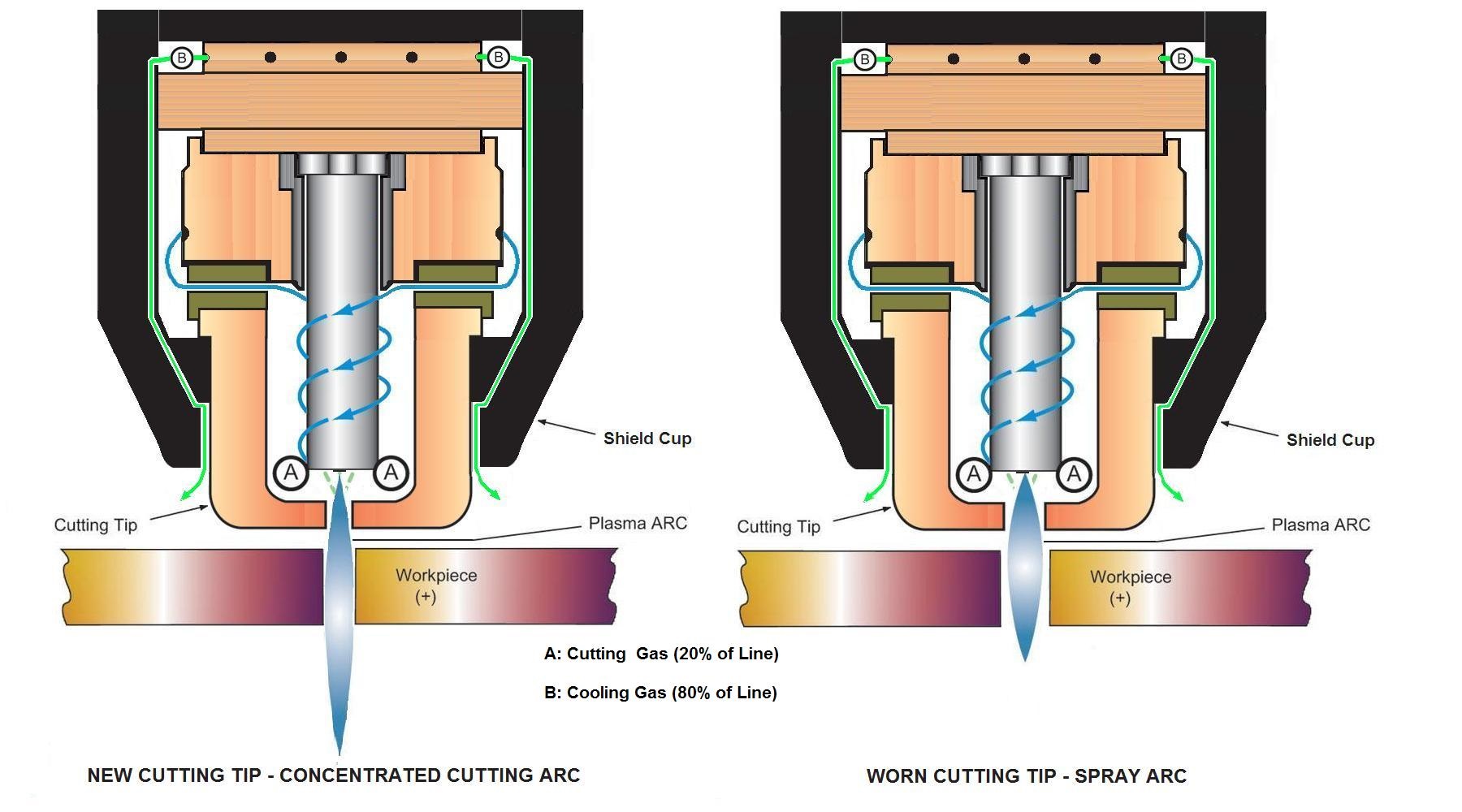
If it didn’t then you change the electrode and cutting tip. If that does not fix it, you change the swirl ring, check the o-ring for wear and cracks or if its even their and lube it with (silicone grease) so it seals between the retaining cup and torch head. You also need to check the 6 holes in the retaining cut and make sure they are all clean and not blocked with doss from blow back.
This picture should help you under stand how the air flows through the torch head and around the consumables. Also note the flame from the small cutting tip to a worn or large cutting tip with a larger orifice hole.
5 Likes
Been a while since I posted anything but here goes…
I learned that there is no such thing as air that’s too dry. I had a number of air/water separators in front of a Milton desiccant filter. Still had dross problems on occasion.
I bit the bullet and redid my compressor with an intercooler. I used a Derale 15300 transmission cooler between the compressor head and tank with a air/water separator before the tank. Man what a difference! I have a catch can under the separator as it empties automatically when the compressor stops and the head pressure is relieved. That little soup can needs emptying all the time… All that moisture was going into the tank and eventually out to everything air operated including the plasma table. Well worth the $150 or so for all the parts.
I also put an automatic drain on the bottom of my tank with a catch tray… Now it’s no muss, no fuss except for emptying the catch can.
Another gotcha is the air hose sizes. 3/8" is the minimum and as short as possible. Also the air fittings you use make a difference. The standard Milton 727 type M fittings flow about 40 CFM at pressure, the V type flow about 70 CFM or so. The V and M fittings are mostly interchangable. If you have a V type female coupler you can use M type male fittings. I just switched everything to V type fittings… High volume air tools love them too (impact wrenches, etc.).
Bottom line, clean, dry air and lots of it…
4 Likes
Good feedback.
If you don’t want to remember to empty the soup can, you can run your drain line to a condensate pump. They are relatively inexpensive. Here is an example:
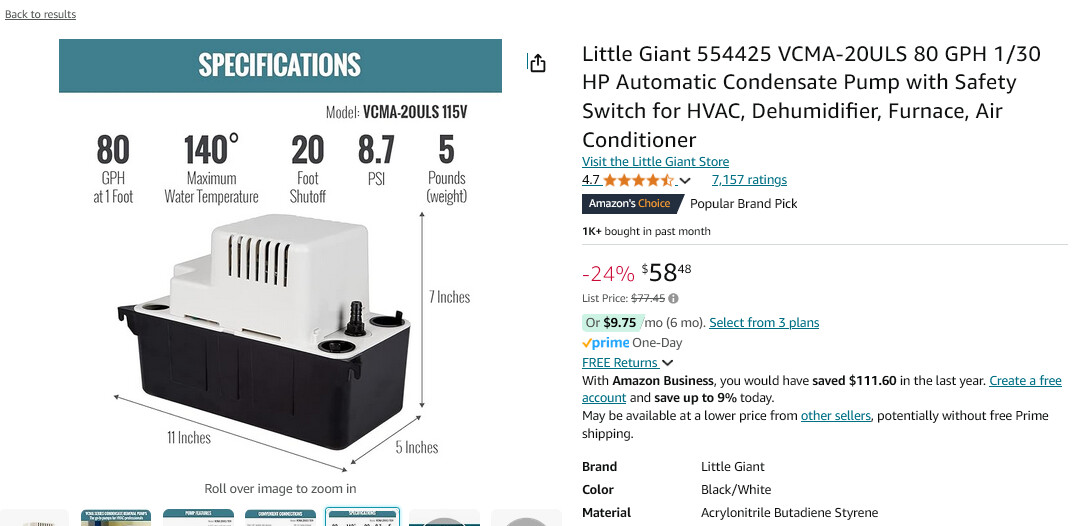
https://a.co/d/fF7kir5
I had to add one to my heat pump water heater. I bought this one at Home Depot:

https://www.homedepot.com/p/Everbilt-120-Volt-Condensate-Pump-w-Hose-EB-PUMP-T/308593413
2 Likes