Crossfire Gen 2 no THC, Primeweld Cut 60
11.5CFM compressor, 1 filter directly off of compressor, 1 Motorguard after compressor into a dessicant filter and into another Motorguard just before the cut 60
New cable with 4 chokes
laptop unplugged
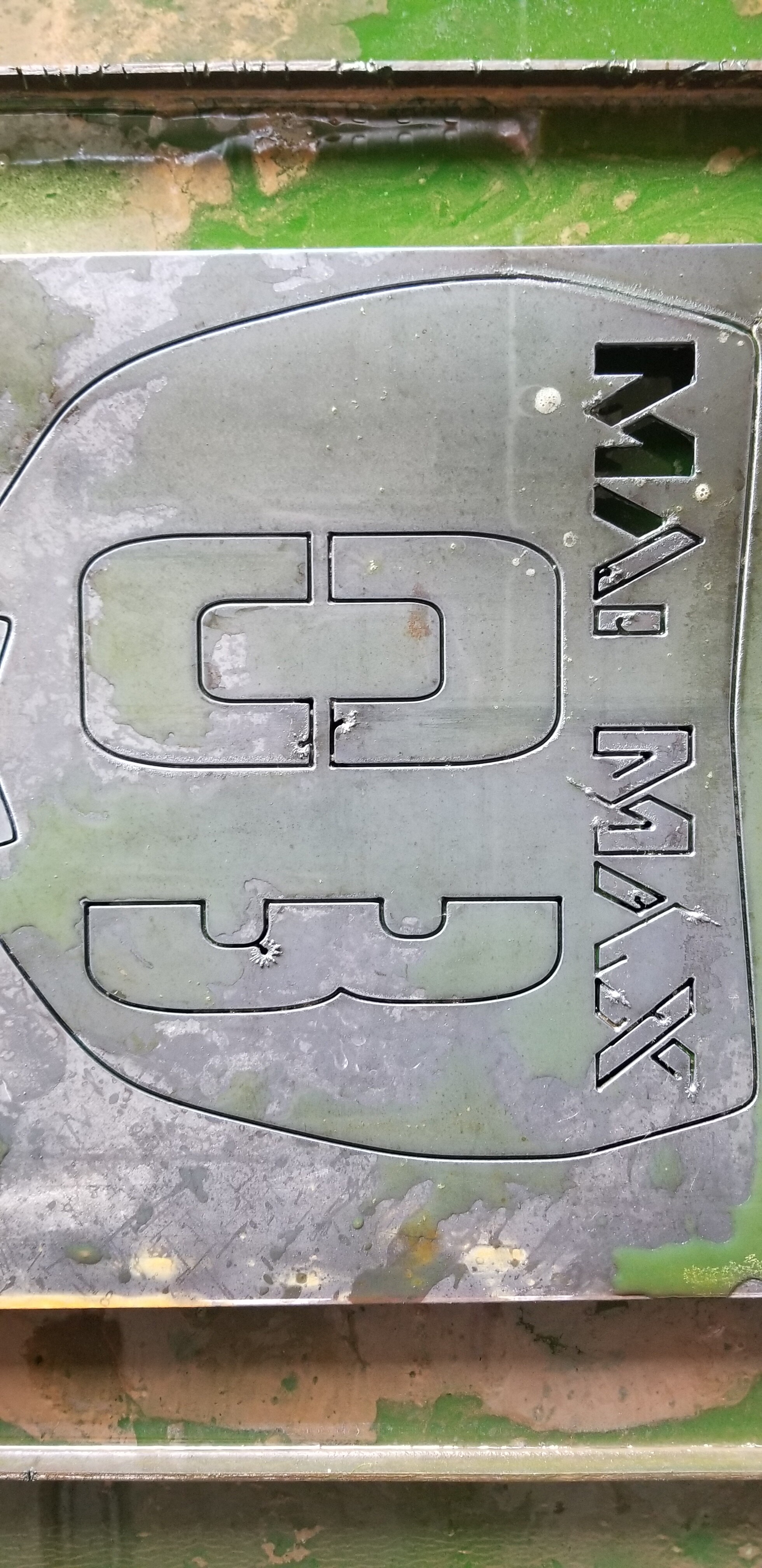
Still getting these incomplete cuts on everything on this table, I have used the shapes straight out of Sheetcam with similar results.
I can go back over every part by recutting using loops and its cuts perfect.
up the psi from 90 to 100 going into the cutter. is the work clamp directly on material?
from the looks of where the cuts aren’t good, seems to be towards the back of the table. have you measured the cut height distance with the small shim towards the back after you measured the front? could be that there’s a slight slope which will increase your cut height enough to where it doesn’t cut those areas well.
This is just one example, I have tons of wasted metal cutting front to back, side to side, it travels over the letter and never fires at all or it will cut half of a letter and not the other half.
I can go back and recut using loop and the cuts are fine. Work clamp is directly on the metal
If my torch height was incorrect at the back or the front of the table then why would it cut going back to the lead ins and cutting from loop?
Anyone within 150 miles of Fort Worth Tx want a Crossfire XL with water table?
I’ll gladly meet you half way. $1000.00 OBO
I started with the OG 2x2 crossfire with mach3, a 29 gallon HF compressor (that i’m still using now) AND a cut60 2 years ago and made $$ of that. The only thing that’s changed now is I upgraded to the pro table.
You have a better set up than I did, you just gotta learn the ins and outs and the work around to using that table without THC.
If the flame is cutting out sporadically, then I’m assuming it’s getting low on air pressure, that’s why I said to up your psi going into the cutter. I have mine around 110. So it’s cutting thru the second time around, could be because the tans is full and psi is enough to fuel the flame.
Another thing I did is when I have my material in the table. Get your cut height starting lower left corner, then move torch to lower right corner and see if shim still fits or is too tight or loose then average out the distance from left to right and you should be good.
Nah, it’s not a little drastic, it ain’t air pressure, it ain’t water in the lines, using an X pattern the shim distance is minimal, and I’m pretty sure since I do 80% of my cutting by hand and never have a firing issue, I would hope this machine could hold a torch more steady than my shaking old hands.
The machine worked pretty good and reliable all of last year, not sure what has went wrong but I’m just tired of messing with it.
I used to struggle with this on my gen 1 cross fire, no thc. What seemed to help me the most was actually cutting with my torch a little higher on 14 gauge and thinner. Not necessarily the correct fix and sacrificed some cut quality but, I haven’t had to scrap any metal in a long time now. When I was using the thin shim any tiny bit of warping and I would get incomplete cuts or the torch would stop firing.