I want to start by apologizing if this is just another thread that has already been posted 100x, but I am struggling and need some help.
Just got my pro up and running. I am running the tip/nozzle configuration that came with the cut45 cutter. I have been having issues getting quality cuts, so I made a quick test program to try all different sorts of settings. I’ll post a pic on here of it.
On these tests, i tried settings anywhere between 30-175 ipm, 30-35 amps, 70-100 psi, .035-.063 ch, .05-.15 ph, .5-1 sec pierce delay. I’ve tried lead ins and outs and have settled on using lead ins only.
My circle and ellipses look like garbage, my straight lines blow out and the end, and the end of my square is higher than the beginning (I’m thinking this has something to do with my lead in).
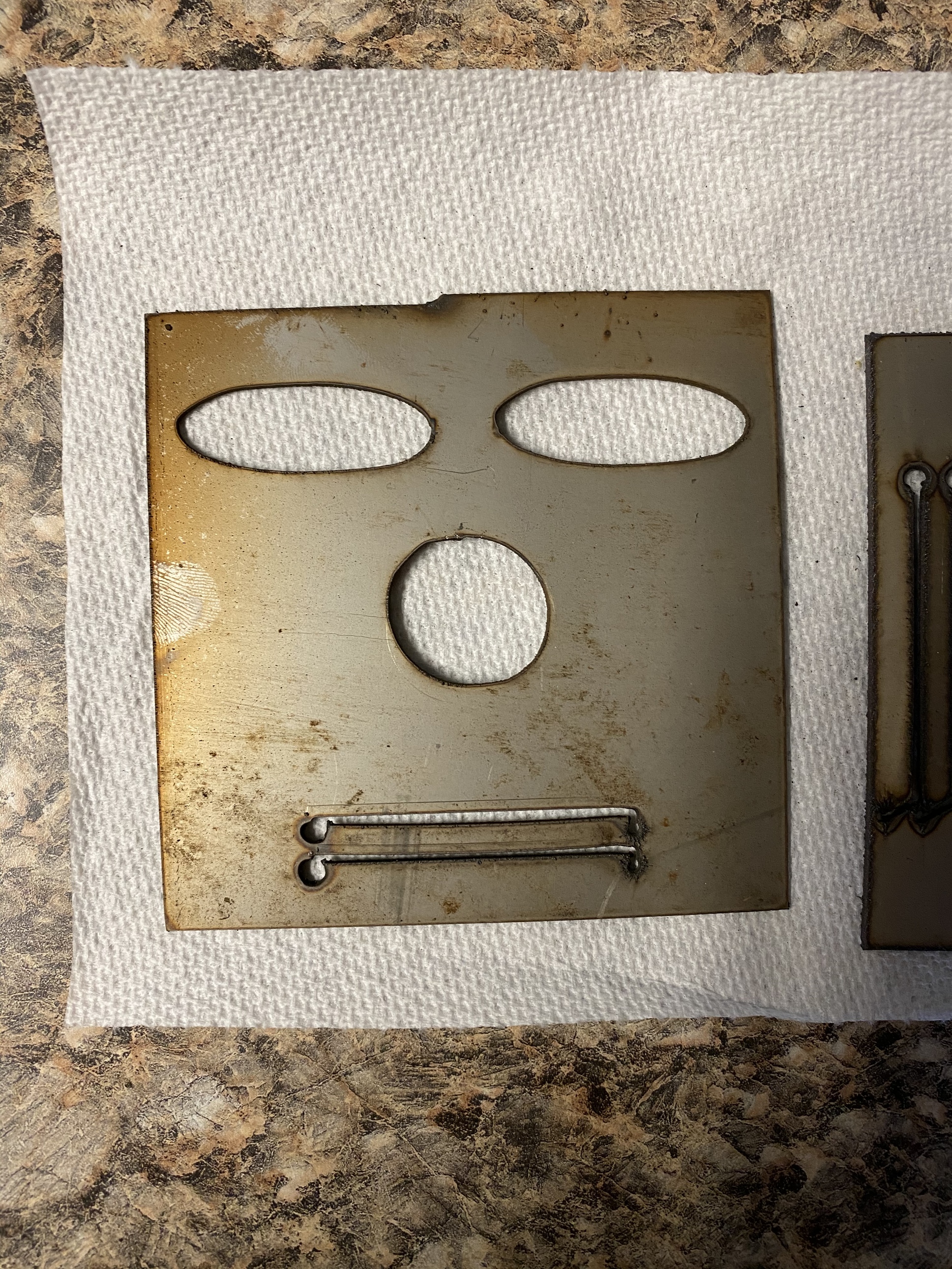
Settings for this part in the picture, which is my best attempt yet:
120 ipm
90 psi
.05” ph
.035” ch
.5 pd
30 amps
THC enabled
20 ga stainless
a few things wrong but nothing serious and you will get better…take my word for it
your strait line looks like to long of a piece delay for 1 thing…and there will most always be a small hole at the start of a singlwe line…and you can delete your lead-in withing the programs
Fusion is complicated as hell…I prefer Sheetcam…easier and a lot of online videos to help…a lot
now on to some of your concerns…that I see.
Stainless is hard to cut to start and thin SS is even harder…for your first cutting try soft plate steel…easier to see…and use 11ga…or 1/8" scrap…you will see your edge issues better
is your air dry…?
do you have a big enough compressor to maintain the right air flow…not PSI…CFM…
90PSI is too high for such thin metal…
If I am not mistaken cut height should stay around .06
your pierce delay seems to long…that is why you are getting a big holes
as for your square not finishing even…that almost looks to me like your metal is so hot it is flexing and warping…your picture seems to show it is not sitting flat on the table…looks warped…which will throw off the start point.
what type of plasma are you using?
you will get a lot of help here…also a great thing to do is do a search on specific words…
Thanks for the reply! I just wanted to make a design quickly to see how it cut some circular designs… just so happened it reflected the way I felt after running 11 different tests with it. Right now I’m just cutting what I have laying around in the shop. I plan to go pick up a sheet of 1/8” steel sometime today… unless it’s all sold out for Black Friday lol.
Are you deleting lead ins within the g code generation, or is that some functionality of sheetcam?
My air is dry, using a motor guard 30 attached to the inlet of the cutter. My compressor is a 2 stage Quincy 60 gal, and I’m using 3/8 ID air line.
When I try to decrease my pierce delay to any shorter than .4s, I get an error on firecontrol that I started moving before the torch started firing.
When I moved my cut height up to .063 from .035, my cut looked worse…
What do you think about 120ipm…? Too slow?
I think I’ll try to download sheetcam later today… I’m always up for better software.
RyanLamar. I know you just set up the table, but check all your connections between your stepper motors and lead screws. if your lead screw is loose even just a tiny bit it will cause all kinds of problems. Especially when the cut is changed dramatically in direction. If it slips just a bit it will throw everything off. i check mine from time to time to make sure they are tight. A good way to test it is to have the table on so the stepper motors are engaged, and then ever-so-slightly try to rotate the lead screw and see if it turns inside the coupling. If is does, not tight enough. I just tested mine and it rotated a bit. just had to tighten it up some. Shoot, its something to at least check.
Are the shapes you cut supposed to be “regular” looking (ie circles and ellipses?)
If yes, I’d check your motor couplers are tight, as well as the end bearing mounts.
For the straight lines, first try the straight line cut feature within Firecontrol. This will remove a lot of variables. Make sure the IHS option is turned on. Ideally you know the target voltage and set THC to the target value, in the absences of proper cut charts stick with Smart Voltage for the straight line tests and observe the voltage shown in Firecontrol. If you are computer literate use a screen capture program such as OBS to record the cuts so you can review the voltage values.
Thanks everyone for all the suggestions and support!
Tonight I was able to get away for a bit and work on the table. I found that BOTH of my Y axis couplers were slightly loose on the lead screw side. Tightened that up and all shapes look great IMO. I’m happy with it anyway.
I just have one more thing… I’m blowing out pretty bad at the end of my straight lines. Cut is moving from right to left.
I’ve not gotten to test Sheetcam yet for any of its functionality, but I’m wondering if I’m delaying at the end of the cut for too long (if that’s a thing), because the start of my straight line cuts (with the exception of the ugly lead in) look pretty good.
Any advice on this? I don’t really understand this since I’m not using any lead outs and the end of the circle, ellipses, and square look fine and not blown out.
I just did a straight line cut on a 4x8 sheet of 20ga stainless, stopping every 16" of the 48" cut. No blowing out at any stopping points. Here’s the g code for the profile I’ve been trying to cut. SS 16ga test 13.nc (6.3 KB)
Here’s the gcode for one of the straight lines. I don’t see anything in it which would cause any kind of pause at the end of the cut:
(2D Profile1)
G0 X3.04 Y0.3625
G92 Z0.
G38.2 Z-5. F100.
G38.4 Z0.5 F20.
G92 Z0.
G0 Z0.04 (IHS Springback + Backlash)
G92 Z0.
G0 Z0.15 (Pierce Height)
M3 (Torch On)
G4 P0.3
G0 Z0.065 (Cut Height)
H1 (THC on)
G1 Y0.5125 F120. (Move from lead in to cut line)
G1 X1.04 F120. (Move along cut line)
H0 (THC off)
M5 (Torch off)
G0 Z1. (retract to 1"on Z axis)
Does the generated straight line code look different?
Thanks for all of your help. I was speaking from memory from the day before (getting old) about not having any blow outs or divots at the end of the generated straight line cuts. I did many more tests tonight and found that on every straight line cut, I have a divot at the end. Excuse my inexperience for calling it a blow out.
After doing some research, I think I may need to try a negative lead-out. I feel like I need to do something to stop my torch from firing along the cut. However, fusion doesn’t like that. Won’t let me put a negative lead out.
I tried the tests mentioned above on the 20ga stainless and also a piece of 1/8" mild steel plate that I got today.
Anyway, here’s the picture of my results. Quality is not so great…
For straight line cuts you don’t need any lead-out at all (or lead-in except for when you need it to start the cut precisely at a specific point in which case you want a minimal lead-in and make it inline with the line).
It’ll hit the end of the line and stop firing before moving to the next cut.
Let’s get something straight up front, I hate golf. Golf sucks and is stupid!
BUT, I do own a driving range so the more stupid the game- the more money the stupid people spend and allow me to buy cool tools like the Crossfire.
Stainless is hard to cut, the main reason I bought the Crossfire is to make signs for the driving range.
Jamesdhatch and I found a bunch of stainless cutoffs from a pharmaceutical company build out.
So yes I did cut alot of stainless and well…it sucks to cut. If I had to do it again I would absolutely use nitrogen.
I am thrilled at how well my project came out, doubt there is another driving range in the country with pharmaceutical grade stainless steel signs.
I did not freat over small things blowouts at the end of the cuts as these signs are out in the field and not up for inspection by the public.
The dross was the worst part as it was fairly thick and hard to remove on alot of edges. Nitrogen would have helped with this I think.
These signs are hung in the field and give a very nice distinctive “ring” when hit with a golf ball and that is what I wanted to make it fun for the customers. I have to thank Jamesdhatch for the help and guidance on this project.