That’s a great idea!! On the OG XL, I’ve just been establishing a 0,0 and then jogging the machine and ‘rotating" the material to match either X or Y… I really like your idea… There’s a thread somewhere on here about indexing material to a repeatable machine origin… Doing a search for "index’ should get you there!!
I have a 2" angle iron tied down along my Y axis on my CF 2x2 that I use to ensure stock is parallel to Y. But the only time I use that is during indexed cuts where I need to move my sheet multiple times during the cuts and they need to line up. Otherwise I just approximate square as I never cut to the edge. I also have Line LED diodes mounted on my gantry to mark center of torch, so it’s easy to check if an edge is parallel to either X or Y.
That’s a great idea! So simple, I’m definitely using it.
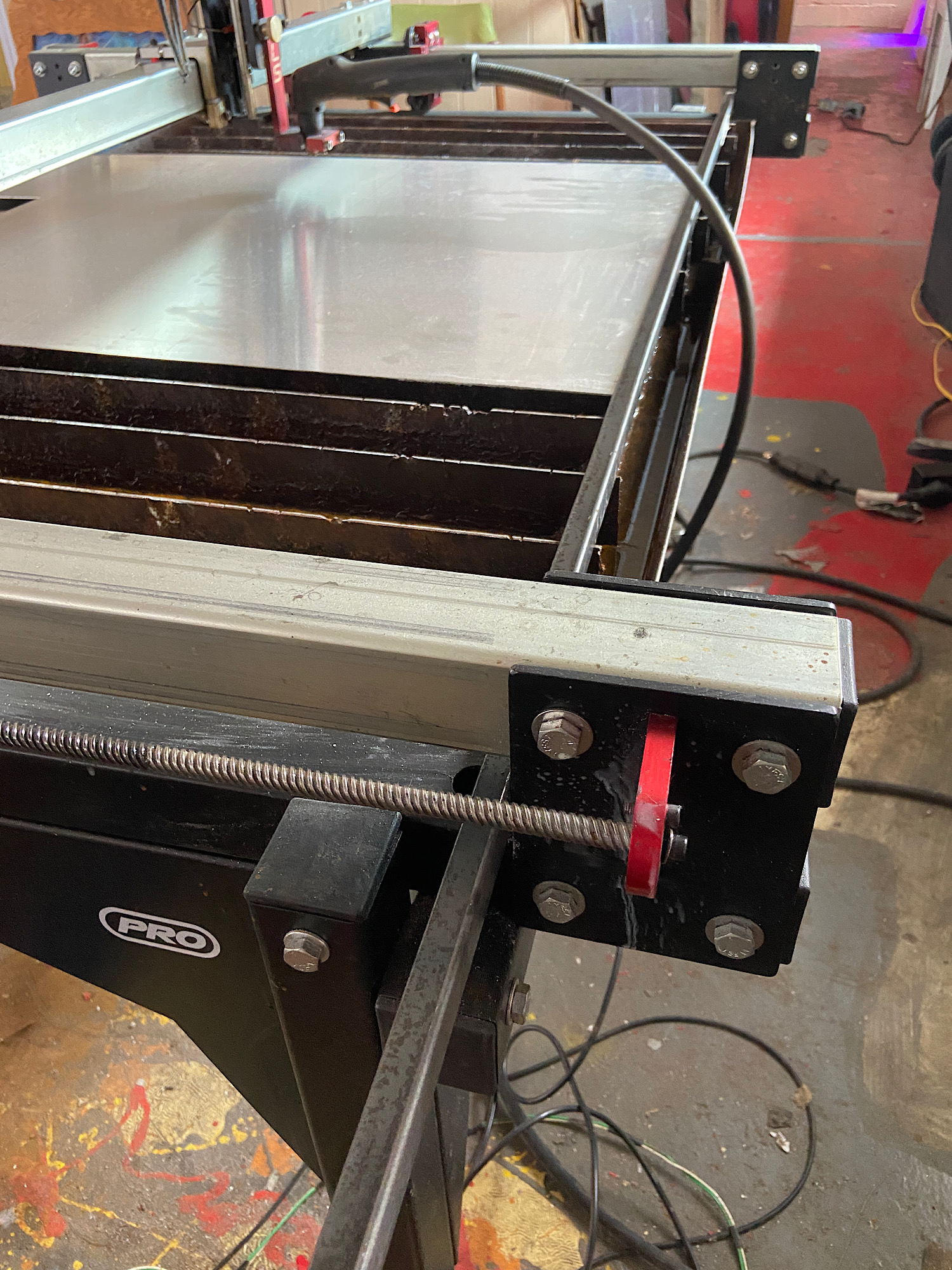
What going on with that lead screw bearing mount? Looks like the bolt is loose?

I set 0,0 and then jogging the machine to each end of the material and nudging it square. I’ve been using 2’ x 4’ sheets and trying to cut as much out of it as I can before swapping it out to minimize set up. I have a couple of those IRWIN QUICK-GRIP Bar Clamp that I clamped my metal down to the table with.
With all that said I’m definitely planning on making an indexing jig for the corner so I can just drop my metal on the table and square it up at 0,0.
Thank you Eagle-Eye! You are Hired! Peace!