Thanks Alex.
Yes, 220v on the spindle.
So, when I originally started this forum, I was boring the hole. I was doing a few predrill adaptive tool paths with a 1/2" endmill so I would drill with 1/4" bit then step up to a .400" bit then bore mill to .540" for the adaptive run.
The 1/4" bit works (kinda) but I am running around 900rpm. I try to predrill because in my head it seems faster. Just drilling a 1/2" hole has always been a darn nightmare and I am always resetting this as the motor stops and then wont turn on. This has always done this and honestly, I just thought it was the way of these machines.
I have not tried just turning off the 220v switch and will give that a shot on the next go.
I thought you could upload a video here but I don’t guess you can. Ill try to take a quick pic if possible
I just did some 4140 today using numbers very close to the Langmuir chart and the Langmuir 3/8 rougher. Nothing huge, but alot of different cuts just the same.
No problems here at all, so I think you might want to start looking at some mechanical things. As mentioned, your tram should be double checked. Id pull the spindle motor off and check the tightness of the bolts behind it on the linear bearings. Check your X axis carriage bolts too. Basically anything you can think of.
Does your spindle ever bounce or jerk? Thats a telltale sign that something is loose.
OK here it goes. So, I have finally taken a video that to me is a tell tail sign that something is wrong with this spindle/driver/?? I am going to rule out any issues with supply power. This is wired direct from the panel on its own circuit using 10/3 wire. I have never been able to drill a good hole with this. 1/4" does ok, 1/2" isn’t happening and will do nothing but fault out and you have to restart the entire machine.
I am facing a 4" steel part using a 2" mill and my tram is excellent. Zero lines on these finishes.
Specs-
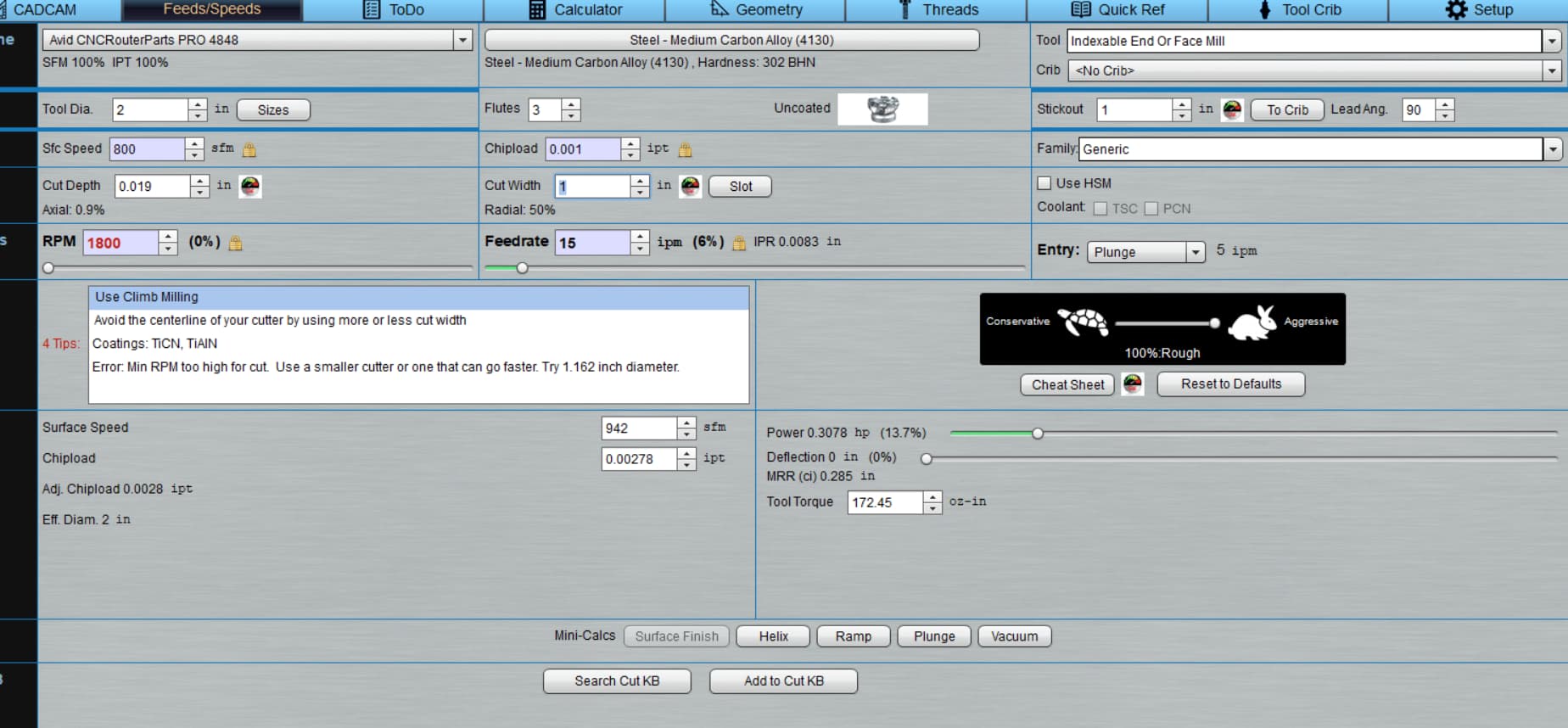
2" diameter tool with 3 indexable cutters
RPM 1500-1800
WOC 1"
DOC .019"
FPT .001
SFM 800
Required HP for this op .09
In the video you can plainly see the coolant fluctuating as the spindle starts taking its cut and you can hear the fluctuation. Could I be cutting this wrong…very possible but I do not see how and drilling a hole isn’t rocket science. It is clamped well and the tool should not be struggling.
Any ideas? ANY feedback is welcome and I want to resolve this once and for all.
Max torque spec at 500rpm is 3.5ft/lbs, and it drops to 2.2ft/lbs at 8000rpm.
Playing with FSWizard it looks like your recipe would use somewhere around 4-4.5ft/lbs of torque, so that is outside the specs of the spindle. I couldn’t exactly match your recipe, so the torque estimate might have been a little off. Are you using a feed and speed calculator? What does it say?
Well, I am not the best at this chart as it’s a bit difficult to grasp but I use GWizard charts and with the numbers that I have given you and according to GW it estimates that I am about .0018 IPT and it is saying that I am at .4 HP and I am at 172in-oz torque which looks like that converts to .9ft/lbs of torque
Again, I am not perfect on this chart but this kinda looks like it’s in the ballpark.
Lets say I was at the max torque limit wouldnt I expect to stall rather than what you see in that video? When I am drilling a 3/8 or 1/2" hole the spindle just dies and trips the safety inside CutControl and this is what I would “think” would happen if I was over torque with that mill.
Has no one used a 2" facing op?
I had a mistake, I used .19 DOC instead of 0.019 DOC. With the lower depth of cut it does show torque in the range that you see (about 1 ft/lb).
FSWizard recommends very different numbers by default though: 600rpm, 10ipm (this is with both speed and feedrate set to 80%, which is my default for the MR-1). I have no experience with cutters this large, so I don’t know which one I would trust more.
Either way it does look like you should be able to have more torque.
I think you have an interrupted cut, because you are cutting at 90 degree arc at a time and have cutter blades 120 degrees apart. This would cause an inrush on every revolution as the servo controller responds and increases power. I think that what is causing the voltage drop to the pump. It’s not that the servo is overloaded, it is that it’s alternating between high and low load at a fairly low frequency.
I think you have tooth engagement about 75% of the time. I do wonder if a 5 tooth cutter would work better without the pulsing. I know that is an expensive experiment and I personally have very little experience with indexed facers like this.
Not a terrible though. I would be confused though as the spindle is on a completely different circuit? Wouldn’t the current increase be the factor on the 220 side and not the 110? In my mind the VFD only supplies a frequency to a relay to run not hold a RPM so if there is a change the VFD wouldn’t care?
Its a bit of an expense but to eliminate your idea I did order a 2" 5 tooth as I think you have a great point (this will not help me on drilling holes:) )
Accusize has one on Amazon believe it or not and I will have it tomorrow, but I will have to make a shaft for it. Not a huge fan of Accusize but they make a few good Chinese things.
The MR-1 doesn’t use a VFD, it is a servo controller. The servo controller has a closed feedback loop (that is what the 15-pin spindle connector on the back of the control box is) and adjusts the power very quickly when it sees the spindle slow down. Modern smart VFDs try to do the same thing, but aren’t quite as responsive because they don’t have a spindle encoder and can just infer it from the motor.
You are correct that load on the 220V side should be isolated from the 110 side though.
Got it but I didn’t think they had any feedback from the spindle?? Is this why when I drill a hole and the spindle locks up the program faults out and I have to completely reset the entire machine, because it has lost RPM??
I drilled 5 holes in this metal yesterday .200" diam and it seemed to do it with no issues. I am going to try 3/8" again and try to video tape it.
That new face mill from Accusize came and it is pretty nice for $100. Getting ready to make the shaft and give this a try.
The servo drive and motor have a feedback loop, so the servo drive can see when the motor RPM changes due to load.
There is no communication from the servo drive back to CutControl when there is an error (Langmuir could have wired this up, but did not).
In an scenario trying to ask for too much torque the servo drive will keep increasing power until it hits the limit, and then will error out and signal an alarm. CutControl won’t know about the error and will continue trying to operate.
Sorry but I guess this is where I am getting lost. What is actually faulting this entire system out then??
Is it possible that when the motor stops the servo driver cannot supply enough amperage to overcome?
If I was to try and get an amp draw on one of the legs while I am drilling, can you estimate weather I am within spec or not?
Thank you for the info you are giving me. I am trying to learn this as best I can since there is zero help from Lang.
Can I purchase a servo drive to try? I don’t see anything on the web
I am missing something here as I have never been able to drill a 3/8-1/2" hole at 1-0ipm and you saw that video. At first it was missing steps badly so I bought new drivers for it and that helped but didn’t fix it completely. Now I can drill 1/4" in steel or probably 1/2" in aluminum but that’s it.
I have done nothing but chase my tail on this piece of crap. Something isn’t right since everyone else is suggesting they can do some of this stuff with no issues and I cannot, plus I am running less than the recommended sheet they have.
The servo drive will fault if it can’t keep the spindle turning in the speed range that is being asked for (meaning it is out of power). This is all inside the servo drive, which is the large grey box in the corner of the electronics box.
I don’t know where to order the Langmuir servo drive by itself, I think you would have to get it from them. They are using a fairly generic import servo, but I did a little searching on AliExpress and never found one with exactly the same specs.
I don’t have my original spindle and servo drive anymore.
I’m a little late to this party, but it seems to me that the cooling fluid pump slowing down is a big clue. Maybe the spindle load really is pulling down your 220V and also your 120V - the whole system erroring out could also be from a power dropout. Or not,