So I just swapped over to using shielded consumables after using unshielded for quite some time. I probably should have done so sooner but that’s not the point of this topic.
I cut primarily 14awg steel for signs, settings with unshielded have been dialed in at 32amps and about 60psi and 100ipm on the Razorweld Cut60. Now I’m having a bit of an issue since changing to shielded, I often hear a “whistle” or “scream” as it’s cutting, as well as some cuts going well, then not getting a full pierce at some point along the cut.
Should I be changing settings on the cutter based upon shielded vs unshielded? Any thoughts?
try something…do a dry run…without plasma cutting…just torch movement…do you get the same noise?
it sounds familiar to my tight bearing issue I had.
one I switched to a machine torch there was less pressure on the gantry bearings…noise stopped.
I also like jimt’s response…the swirl ring…look for wear on it…
Mine does it accasionally. Never a pattern. Just when it feels like zinging . Starts slow and works up to warp speed as the air comes on. Cuts great though. After watching the vid mine is 10 times louder. Maybe a different deal.
When you made the switch did you compensate your torch height? The shielded consumables have to be run 0.030" lower because the IHS system references from the shield cap but the actual nozzle is now recessed. So if you originally had your cut height around 0.060" and didn’t change it you’re now really cutting at 0.090" which is way too high.
From my experience if you have all that setup properly and everything else is functioning well you should not need to change you feedrates at all. The shielded consumables also seem to require a bit more air flow volume but work well at the same pressure as unshielded.
You typically pierce at 200% give or take of your cut height. This helps to protect the tip from sparks and molten metal that shoots upwards towards the tip especially when piercing thicker material.
So its not a linear change between the two ? I will have to try that because with unshielded i was piercing at .150 and cutting .065. My sheilded tip measured .025 so i dropped to .125 and .04 but my live voltage is lower than book specs.
What machine are you using? Your math checks out fine as far as the compensation amount goes. I haven’t noticed a difference between the live voltages running the two types of consumables but I can say my live voltages on my Everlast are significantly lower than the hypertherm cutter at work. But I cant really do much of a comparison there as its two different cutters, thc systems, and tables.
Primeweld cut60. I had just assumed that i would change it by the measured offset but then i saw the mentions of .085 pierce height and wondered if i was missing something? .
should just be changing by the offset you measured, but each cutter does take some fine tuning. I started out by following the recommended settings in a hypertherm book and then just dialed it in untill I got consistent cuts I was happy with. I had to typically slow the feedrate and drop the cut height by .003 to .005 but now have consistent dross free cuts. My live voltage in steel is typically around 90 to 100 volts fwiw
I’ve been using the standard unshielded consumables that came with the Prime Weld CUT60. For what I’m doing, I am yet to find a reason to change. Just changed from my first set of consumables (first set, still has some life left), and impressed by its longivity.
How many pierce points and cut time were displayed in fire control when you changed them out? Im getting around 200 pierces and an hour of torch time before I see issues with cut quality on my everlast, same unshielded consumables as the primeweld.
Not using Firecontrol, I’m using Mach3 so not keeping track of the number of pierces. I inspect every Saturday morning when I clean-up the shop and routinely service the machines.
There was a guy on here that was getting something like 1k plus out of his hypertherm consumables. With my cut60 i have maybe 300 pierces on my last tip with no reason to change yet. Im only cutting 16g though
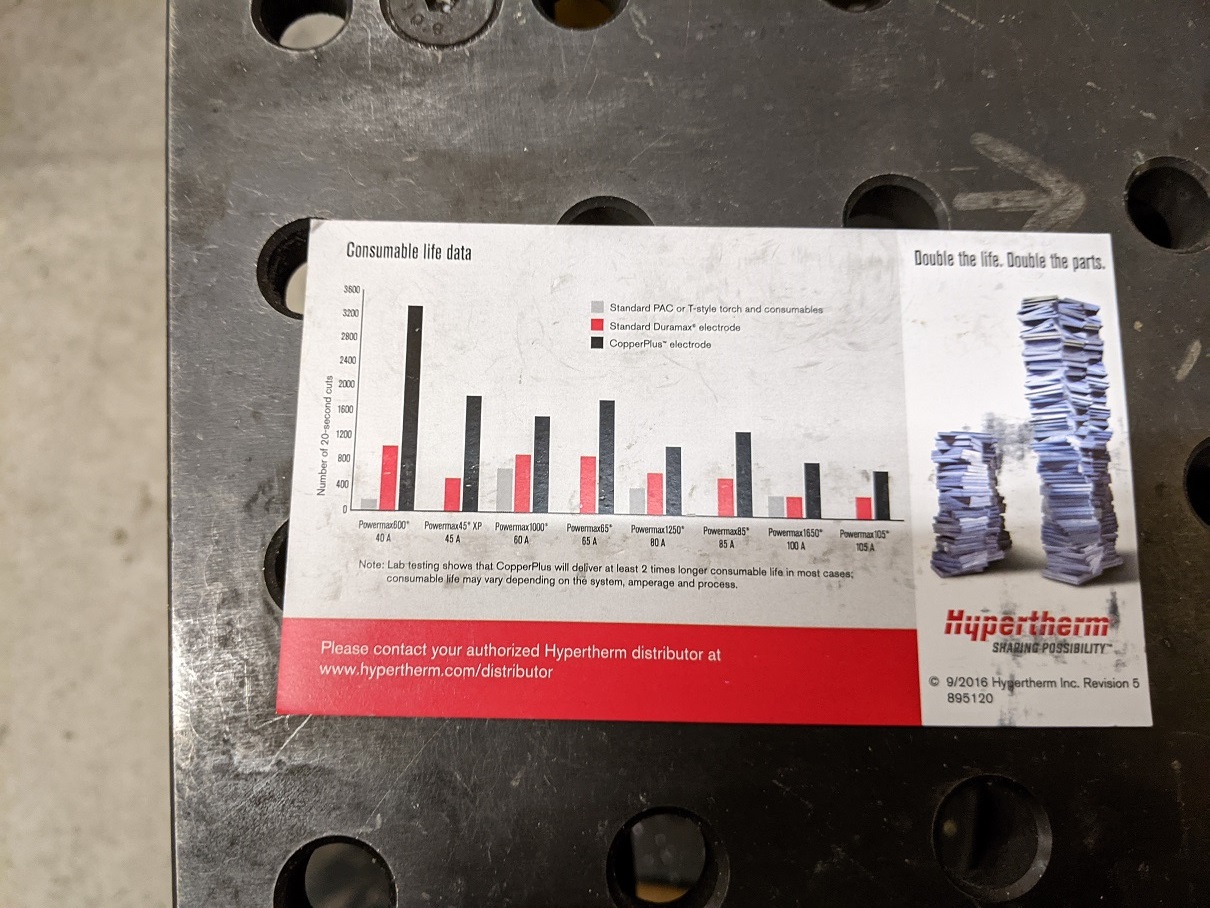
Here is the marketing sheet from hypertherm that came with my latest set of machine torch consumables (advertising for their copper plus electrode). Even with the standard duramax electrode they predict 800-ish pierces with a 20 seconds of cut per.