The user is familiar with Sheetcam and has done lots of cutting before. Being that I know nothing about Sheetcam I can’t help so I’m posting here in order to find him some help.
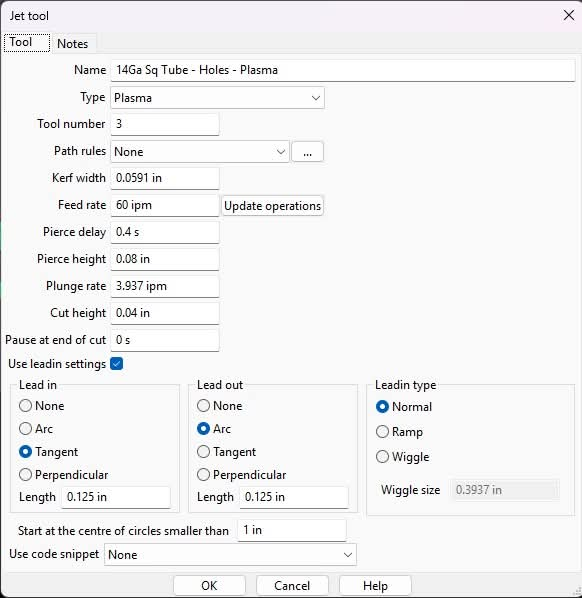
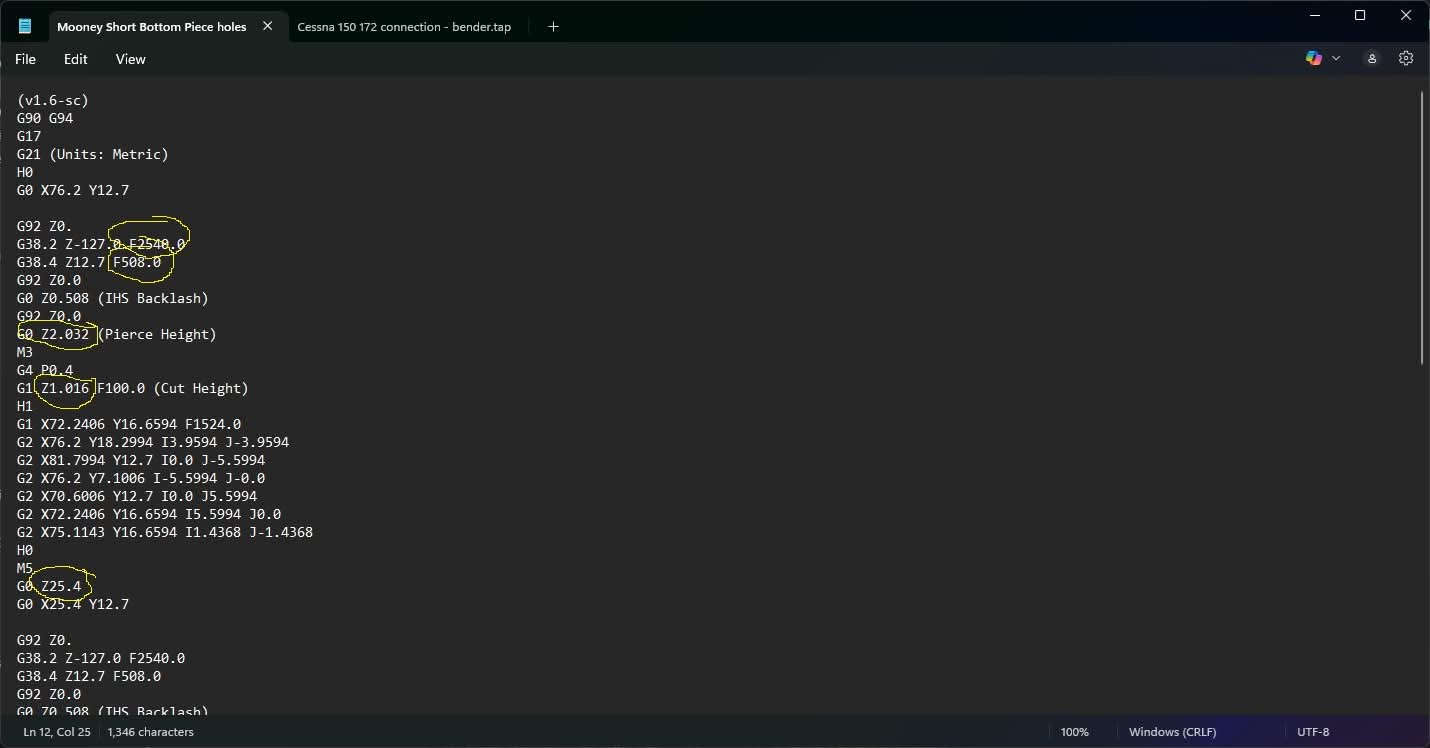
When he posts his g-code, the actual values for pierce and cut height change from that of his programmed values.
This isn’t a metric/standard conversion issue as he figured that one out right away, and his feedrates are correct.
He may not be saving the changes to his tool set when closing sheetcam. That is if he changes it then opens sheetcam. A . tap and a job file will help someone figure it out.
In sheetcam when you change a tool and close sheetcam it will prompt you to save. This is the only reason I can see it not saving.
He can share a job file it will carry his tool set and cad file. Someone can go through it. I would also mention that sheetcam has its own forum and there is several super intelligent people there he may get attention faster.
Playing devil’s advocate, cause I don’t Sheetcam but wouldn’t those changes be moot if he’s been cutting for awhile and already has a tool library created from way back?
Just asking out of curiosity.
For example, I wouldn’t be changing anything in my tool library today especially since it was created way back.
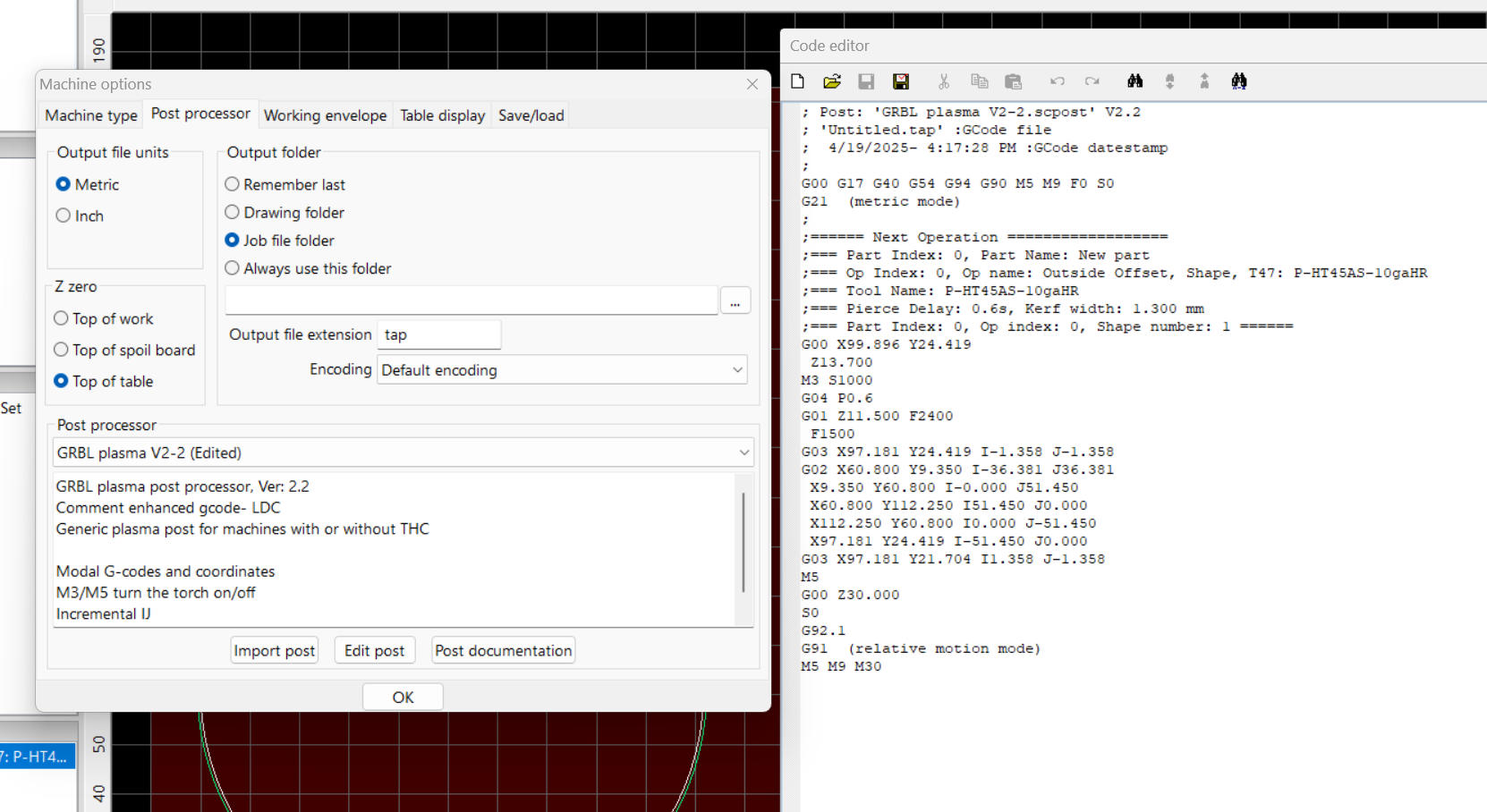
Sheetcam needs to know where Z has been zeroed at start of job. See menu Options-Machine-‘Post Processor’, field group ‘Z zero’. Normally for plasma process, zero Z at ‘top of work’. He most likely inadvertently changed this to ‘top of table’. In top of table case, then ‘Thickness of material’ setting is added to pierce height and cut heights.
In this example, material thickness is 10mm, pierce height is 3.7, cut height 1.5mm
That is good information for sure. I leaned something today. I was assuming that he was changing parameters or he would have found this issue a long time ago.