In operation–Rules–Small Circles–there is no entry to disable THC. Is this a SheetCam Program Setup Issue or any ideas?? Gary
There is no need to disable the THC. If you create a rule that slows down the speed below 85% of the program speed, Firecontrol will shut off the THC automatically. For example: if you create a rule that slows the speed to 60% for holes less than 1", the THC will be turned off by Firecontrol every time it cuts a hole smaller than 1", because the torch will be moving at less than 85% of the program speed.
The THC controls in Firecontrol allow you to specify the cutoff speed, but the default is 85% of program speed. A lot of the G-code issues that people have with these tables are from people trying to insert unnecessary commands into the code to turn off the THC. Firecontrol doesn’t recognize some of these commands and the program will not run.
If you would like to insert the commands anyway, you will have to create the “code snippets” to be inserted before and after the rule. The proper codes for the Langmuir tables is H1 for THC on and H0 for THC off.
3 Likes
Thank you very much!! Gary
1 Like
Gary, I’m new to plasma and just getting to know SheetCam and Fire Control. Reading your question and knowing almost nothing, this question entered my mind: What happens when cutting small holes that would make me want to slow the table?
Small holes tend to come out more round and with less taper if you slow the travel down when cutting them.
When cutting in a straight line or large sweeping arcs, it doesn’t matter that the plasma arc is trailing the nozzle. When moving quickly in a circle, that trailing arc is no longer staying directly behind the nozzle. It will be to the left or right of the nozzle, depending on the direction of rotation, and cause a more tapered hole. It’s not that big of a deal on thin material, but the taper can be pretty bad on thicker stuff.
1 Like
Gary, thanks for getting back to my question so quickly.
I will be cutting thin materials like 18 ga to 12 ga crs. What diameter is too small to be cut round and accurately with plasma?
What is an acceptable practice for holes that reach that point?
I have read a little about piercing the center and finishing with a drill. Is that a good practice, location wise?
Joel
I’m not Gary, but I’ll try to answer your question.
No Plasma cut hole will be perfectly round. I have cut holes as small as 3mm in 14ga steel and they come out round enough for my purposes. The size of the smallest acceptable hole you can cut will change as you cut thicker material. I would not even think about cutting a 3mm hole in a 1/4 plate. I am just guessing, but I’d say the smallest hole will probably be around the same as the thickness of the steel and limited to no smaller than the pierce hole.
I have my path rules set up to slow down to 60% of program speed on holes smaller than 1".
You should do some testing of different sized holes at different speeds and note the changes in roundness and taper to get the ideal settings for your purposes.
2 Likes
Just out of curiosity what size of holes are you considering small and what are you using these holes for?
I cut a lot of holes in 14 gauge at .21 for deck screw mounting holes and .188 for celcos or rivets. And I can confidently powder coat these parts without even checking the holes and I haven’t redrilled one in months.
It’s only when I get into thicker material somewhere north of 10 gauge that I’ll start to think about using feed rate optimization in fusion 360. (I do see you’re using sheetcam I’m sure it has some kind of feed rate optimization if by another name)
The smallest holes I cut is in 26 gauge galvanized @ .06 for a sheet metal screw to get going on. .06 These aren’t perfectly round but being that thin if you dwell at all everything just vaporizes

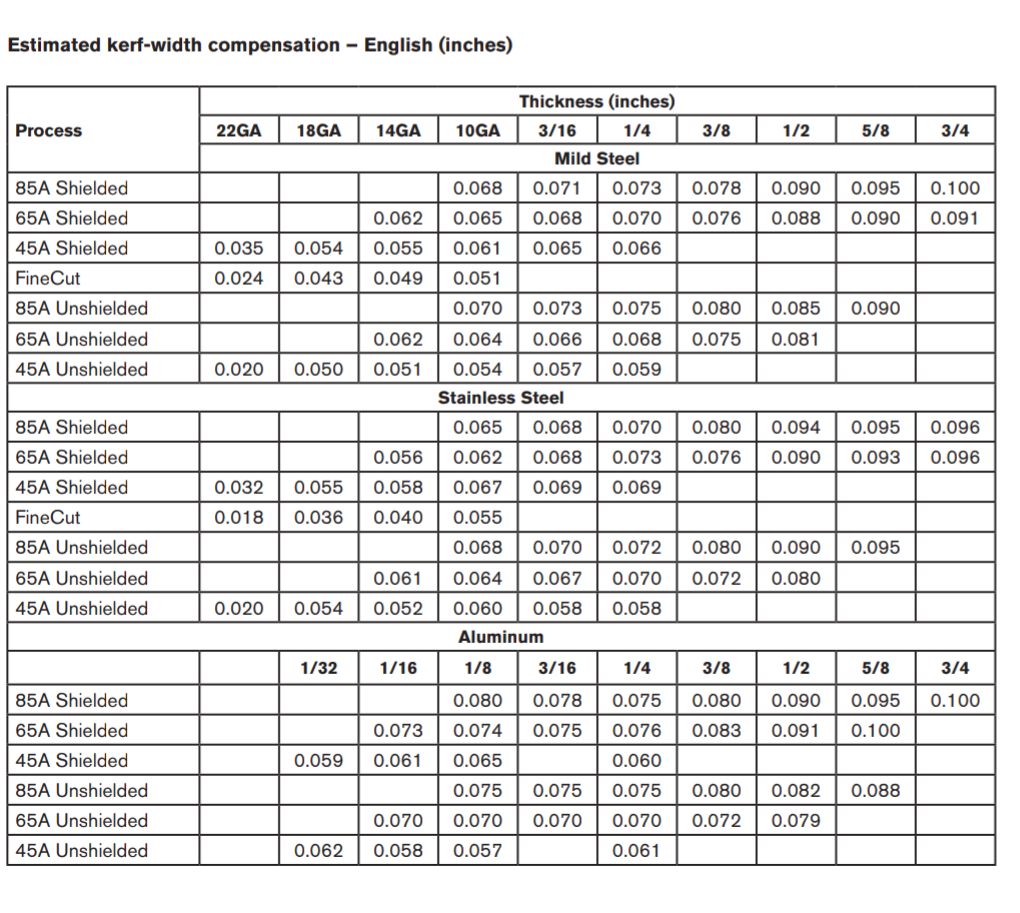
A lot of this is going to matter what kerf width you expect. Hypertherm but it’s a fairly accurate kerf width chart in their manuals. I’m not sure if any other manufacturers do.

2 Likes
@TinWisperer and @DS690 Thanks to you both for the info.
The holes I have in mind are .166 in .062 5052 for 4-40 clinch nuts.
I fabricated this part years ago on a CNC Turret, so I might be expecting too much from the plasma process considering how it bends up. It requires a fairly high degree of precision to get the holes to line up properly. It was routine when I had all the right equipment. I do have design freedom, so I can pivot.
Would piercing the hole locations and drilling to size give me the location tolerance needed? +/- .005 to .010 ?
The other thing I don’t have experience with is HAZ. Drilling the holes would eliminate the potential failure of pressing the clinch nuts into hardened metal. These nuts depend on the metal flowing around the nut evenly and consistently.


You are welcome, always happy to democratize information.
I would try a program without drilling with an extra .010 to allow from the enviable 7+deg bevel on thin materials.
Aluminum anneals when heated and work hardens. That heat will soften the material around the hole.
I would love to get a clinch nut machine and a pemserter one day.
My preference is to reduce post process operations as much as possible and avoid the drill press if possible.
If you do end up under sizing the holes and drilling them out for accuracy, I would use a ream instead of a twist bit( avoid trilobing)
1 Like
You are correct about aluminum softening when heated. It might reduce the pull-out strength of the fastener when the half-hard material goes to an O condition. I’m not fond of adding a secondary operation either, so I’ll have to get some experience with plasma to really know if these can be fabricated as designed.
This is the machine I kept after I closed my sheet metal shop in 08. I had two Haeger presses with bowl feeders that I sold and did not find a buyer for this little General Pneumatics machine. I stuck it under a table in my garage, where it sits today. Now that I have a renewed interest in doing some fabrication, I’m glad I didn’t sell it.

My bad David! Thanks for the great explanation and info. I’m getting up to speed with all the help from the forum.
1 Like