For those using Sheetcam, what are you using for the Plunge Rate on the Tools setup and the Rapid Clearance and Plunge Safety Clearance in the Job Options box since there is not Z axis controls with the the Langmuir table.
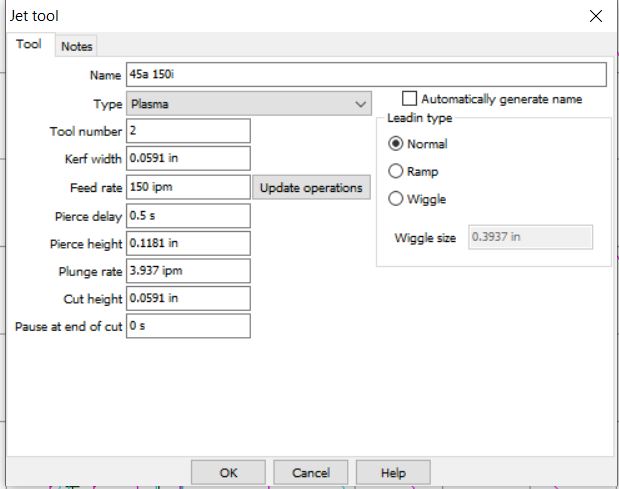
I left them at their defaults - pierce height, plunge rate and cut height.
Mine says 0.1181" 3.837 ipm and 0.0591" respectively.
Ok! What about the numbers in the Job Options window for Rapid Clearance and Plunge Safety Clearance?
Rapid: 0.3937
Plunge: 0.0197
They don’t really matter because the commands are ignored by the Crossfire since there’s no Z-axis.
Ok! I wanted to make sure. When I run the simulation, if I change the plunge rate to 0, the torch goes to the first pierce position and just sits there. I get all kinds of errors/warnings if I zero out the settings in the Job Options box.
Not knowing if Sheetcam used them to control other actions in its own software I left them the way they came and only mess with the settings I know I need (like kerf & pierce delay).
Getting same error: zero plunge rate . Not sure why it matters with no z axis and not sure if i can generate a proper tap file because of it. Anyone know the fix?
I believe it needs to have a value there. I just leave the value that was in it initially.
I never touched it, only thing I did was add to my tool list.
I would make sure there are amounts in the fields as jamesdhatch provided above.
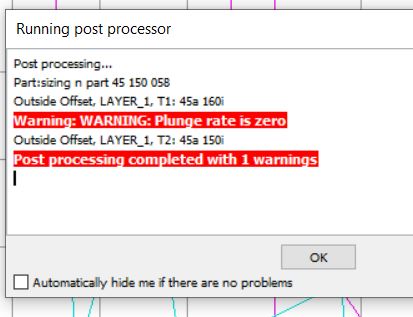
I don’t understand why or how but somehow there were 2 offset layers. I deleted the 160 and all run good for post processing.
It looks like you ran two Operations, once with Tool 1 and once with Tool 2. There aren’t 2 layers, but 2 separate Operations. Tool 1 may have some settings that aren’t working for the plunge rate.
1 Like
you are exactly correct, after I deleted the 160ipm tool it cleared up. thanks for everyones help and input!