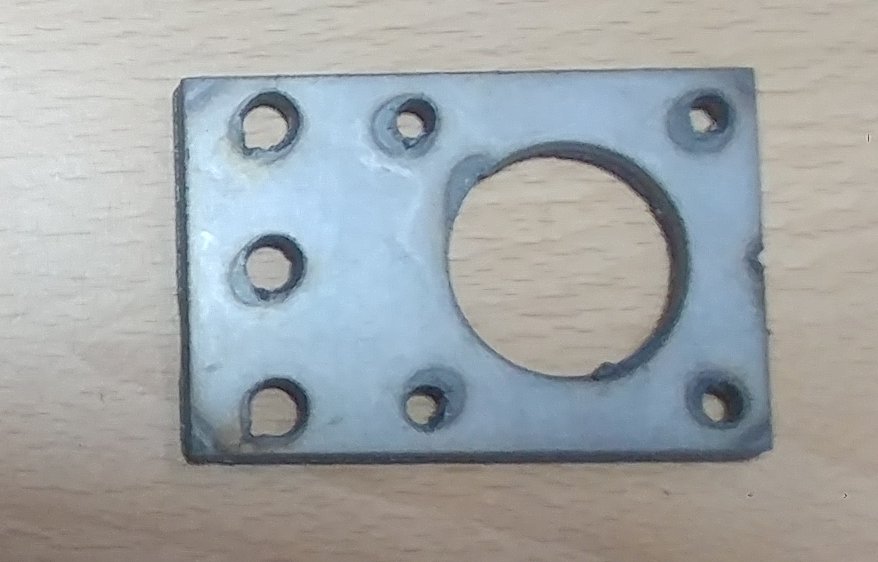
I cut my first part. As you can see, it does not do what I asked, namely start inside circles. Also the lead-in seems to be ignored. This is a small part, the large hole is less than an inch in diameter.
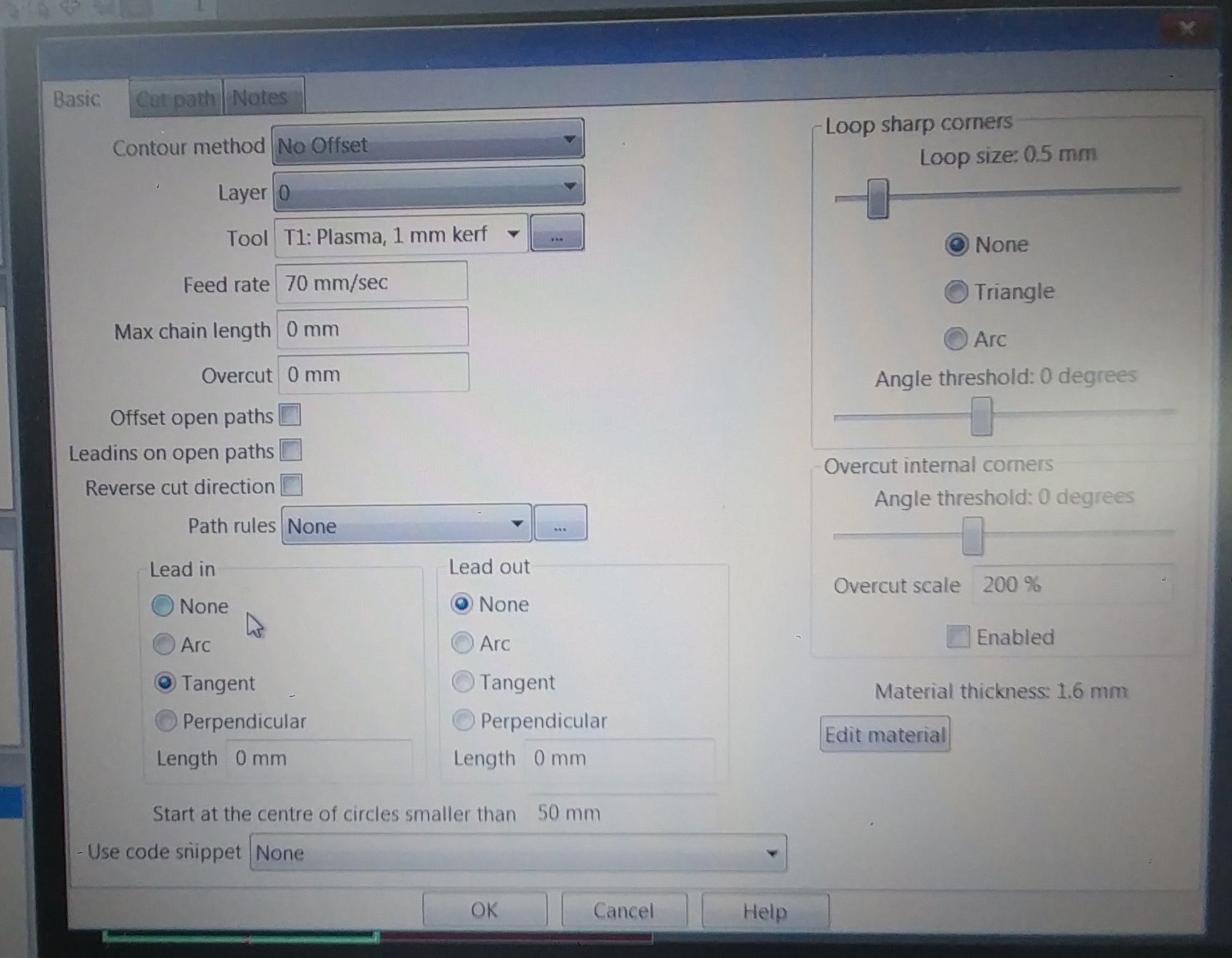
I would have to test it, but I’m guessing it is not starting at the center because of the “no offset” selection. With no offset, the program doesn’t know if the contour is a hole that it can start from the center or a disc that you don’t want cut from the center.
PUT a Check in reverse cut direction box as well. Were your cad design dimensions done in metric? You have metric set in cam program (sheetCam) you want both to match, or sizes will be off.
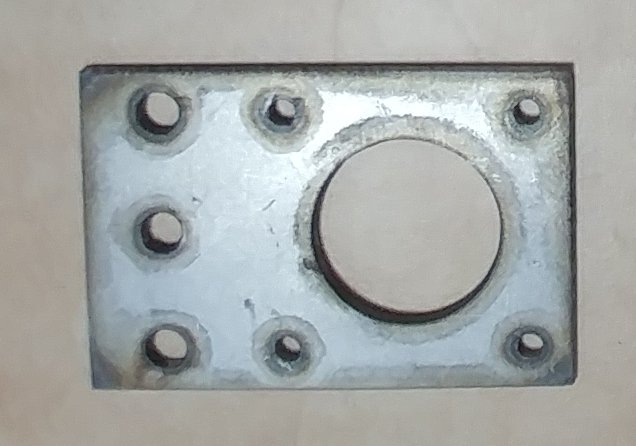
Thanks a lot all! This solved the issue. Saved me no amount of agonizing trial and error! Vid of the actual cutting:
The machine was imported to the Czech Republic (I’m a Dutchman in CZ), hence the metric.
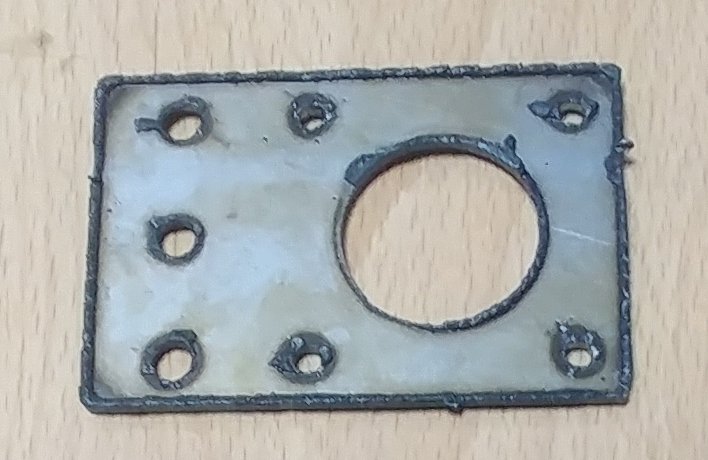
I reduced the speed by 15% but there still is the same amount of dross on the down/bottom/water-side, also just as easy/hard to remove. I read that this can have a dozen causes so I’ll try to figure that out. I cut on 25 Amps with a Hypertherm PowerMax 30 Air, cutting height 1 mm and using a Z-axis with THC. Sheet is 1.5 mm thick. Speed 60 mm/sec. No idea how to express that in freedom units bec. the online calculators tell me “0.06 inch” instead of the customary “7/32”…
Someone in our dorm, in college, overhauled his Volkswagen engine in his room. I set up a table saw in a apartment bedroom with shag carpet. Sometimes there is just no other choice.
But your point is a good one. I did a cut a week or so ago and it shot sparks in a stream for 20 feet. If it would have been in an indoor space, it could has easily started a fire. And there are harmful fumes potentially being pumped into the air.
Next thing you’ll say is that TIG welding in my bathroom is unsuitable?
Come to think of it, I might want to move those plastic bottles of paint thinner and Ethanol away from the floor near that plasma table. Esp. when it’s cutting large jobs unattended… That room in fact is also my “chemistry” room… Even have two 1-kg bottles of front-loading gunpowder there…
Joking aside (I put the welder in the same room as the cutter recently, BTW), I’m standing with my back against an open window in a concrete wall and those other walls are concrete as well. I’ll remove every scrap of combustible material in a wide radius though and will attend a cutting job untill well-finished. A large powder extuinguister stands 4 feet away and I have five more in the home.
Yeah I was riling you guys up, me being a n00b
Underneath the photo I wrote it was a joke and that I’d be very careful.
I do 3D-print unattended, while asleep. I still do that, even after a high-nozzle temp. print got stuck on the nozzle and ended up moving around half a lbs of plastic around a 650 F nozzle half of the night… I guess the lump of plastic prevented Oxygen from getting at the smoldering “core meltdown”…
So I’ve experimentally established that that’s totally safe!