After I run the post processor (updated) Sheetcam adds a vertical cut the height of the material. The jet cutter moves vertically to the right and wants to cut a vertical line. I am not sure why this is being added or how to remove it. Any help appreciated. Thanks!
I have copied Les on this…as he is the developer of Sheecam. …he might have some better input.
But I have some questions for you that might help us sort out some of your problems
what design software are you using?
are you using sheetcam to do the post process?
you do have the Pro table…are you using FireControl?
have you installed the proper Driver from Langmuir into the proper folder so Sheetcam knows you are post processing for a langmuir table?
did you create your tools for plasma cutting in sheetcam?
it is there you place cut height…pierce height…travel speed…inside cut…outside cut…clockwise…counter clockwise…
1 Like
I know there is a setting for remnant removal, perhaps you have that on.
What does it look like in sheetcam itself? If you don’t see that line in the preview then it’s a sheet cam setting. If you do see the line, it’s something with your drawing.
In Sheetcam the tab is all that I see until I run the post processor. After processing the line is added.
Thank you for your reply.
I am running Inkscape to design and Sheetcam to Post Process (where the cut is being added)
I am running the Pro Table with THC ( I think batch 2) and Fire Control.
I have updated everything in Fire Control to current, and downloaded the newest Sheetcam post processor from Langmuir.
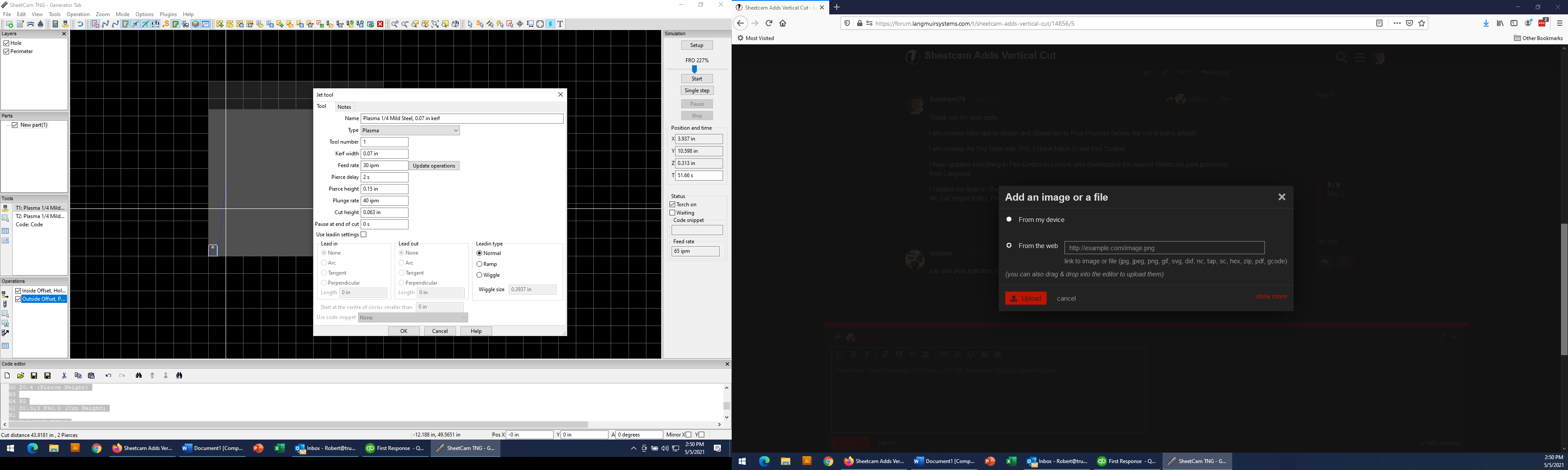
I created my tools in Sheetcam ie: Tool 1 - Kerf .07, Feed 30 IPM, Pierce 2s, Pierce Height 0.15 in, Plunge 40, Cut Height 0.063, Pause 0
can you post a picture of one of your tool settings…
problems I see to start…
you are cutting 1/4"…your speed seems way to slow…I am cutting 3/16" at 60ipm
why is your plunge rate at 40?..should be more around 3 to 4 ipm
my pierce delay is running at 1.5 seconds
gonna see if the other guys have some ideas…
Thank you for the reply.
To tell you the truth, this is all new to me. This is a pretty steep learning curve for me. I one year and about 50 attempts, I have yet to cut a part successfully. The parts I am trying to cut are simple tabs 
I can change the plunge rate and adjust the pierce setting. I had the speed down because it was cutting a 1/2" hole. I thought it would do better. Can certainly bump that up!
On another note, I am also trying to figure out why my dry runs work perfectly and once the torch fires, it stays lit and will not move. Once I can cut I hope to better understand how all of these speeds and settings work together.
Please advise and thank you again.
Suggestion, use the shapes option inside Sheetcam and make a simple design from one of those, put in your cut settings, post process and cut it out. By doing this, you are removing Inkscape from the equation.
The feed of 30IPM for 1/4" is irrelevant, that’s all dependent on your specific plasma. My Hypertherm 30XP on 120V was 19IPM for 1/4" steel so when someone says that seems wrong, they may not have your plasma setup. Stick to your plasma cutter cut chart. If it doesn’t have one then hunt down settings from other owners or test a lot to get the right speeds.
If that test cuts fine, then something you are doing in Inkscape is creating a ghost that Sheetcam thinks needs to also be cut. That vertical blue line is just a movement path, not a cut path, so something is in your design file causing that. I use a simple 2D program for designs called ViaCAD 2D and I know what I see is what I get. But Inkscape is a much more involved program and there could be something odd from there.
Also, zoom in when working in Sheetcam, it gives you multiple options to view the part, view the whole work piece etc. It’s very hard to see the tiny view of the part and movement path in your screenshot.
this is really wrong…I have to say I truly sympathize with your frustration…
I wish I had some answers right now
Set up a job ready to cut the save it (File->save job). If you send me the file I’ll take a look and see if I can spot anything wrong.
Generator Tab.tap (1.3 KB)
Thank you for taking a look. I could not upload the .job. Had to upload the .TAP.
The most frustrating part is that I am so close. The dry run completes flawlessly. As soon as the torch fires, the torch stays put in and continues to fire indefinitely.
Until I find a better way, I can hit stop to have the unwanted vertical line from cutting.
In changing the settings, I did notice something not quite right.
In G-code my G1 cut height measurement is actually controlled by the ‘plunge height’ in Sheet Cam tools.
I cannot figure what the pierce height corresponds to. In tools, it shows .15in. In Sheetcam G code it shows 0.4.
Les needs the .job file but you can get this uploaded in one of two ways:
- ZIP it into a zip file, which you can upload.
or - Rename the file to Generator Tab.job.dxf. This will allow you to upload the job file, but then Les will need to rename it to remove the .dxf extension.
cc @LesNewell
1 Like
Southern79, Have you tried cutting another design file? I can understand you want help with this specific file, but it sounds as though you are very new to all this and you don’t mention if anything else has cut successfully.
I have cut one F bomb bottle opener semi-successfully. The cut height and pierce height were too high because the tool setting height and pierce height did not correspond to the G-code height.
Do you have a known good .TAP file that you would be willing to share? I’d like to try it out and see if my file is the problem. Preferably something simple and small.
My many TAP files won’t help you since they are for my plasma cutter settings and original Langmuir table which doesn’t have THC.
Getting up to speed is a slow process unfortunately. These are not plug and play tables. I will suggest again you use the shapes function in Sheetcam and cut out some basic things to help learn. Sheetcam settings are vital. Firecontrol just does what it’s told.
It’s interesting you are viewing the Gcode so much. I have never bothered. Put in the correct settings in Sheetcam and the TAP file will cut correctly. But I believe you have some confusion on what settings should be for your setup. That’s where youtube videos on Sheetcam (previous version likely on most youtube tutorials but concepts the same). Arclight and several others do really good tutorials.
1 Like
Generator Tab.job.dxf (6.4 KB)
I will make the cuts from Sheetcam today. I am viewing the G-code because the tool settings and results are not lining up. I noticed the cutter piercing very high (0.4) and cutting high. The cut lines were blown out. I went and checked my tool settings and they were correct. I googled and searched the forums for the basics of G-code and found them to be incorrect, not reflecting the tool settings.