Looking for a RW45 Machine torch wiring schematic. I have the older Orange machine.
I switched over to a Hypertherm Duramax torch body and shell.
I am not sure I have this wired right. It will pierce and then then shut right off. Torch will come down and rasie and pierce but shuts right off no movent on x or y.
Get “Plasma Cutter Misfire Detected” error.
Work clamp on part
Air pressure at Cutter 80psi (same as always)
Air pressure with button pushed on front of cutter 75psi
Trying to cut a good file. I had it wired wrong to start and it would not pierce at all. I have since corrected the wiring , it pierces now but no movent afterword.
So maybe I still don’t have it right
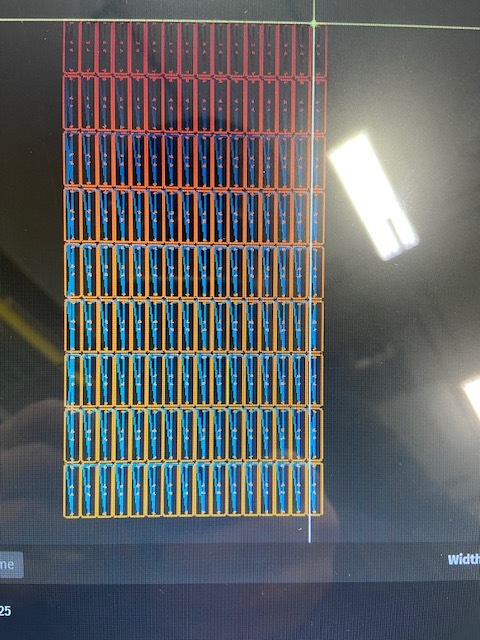
I will say the pierce looks very nice!
Anyone want to contribute ?
Just so Everyone knows I switched the stock RW45 machine torch head/body over to Hypertherm.
This upgrade was about $200 with 5 pack of consumables.
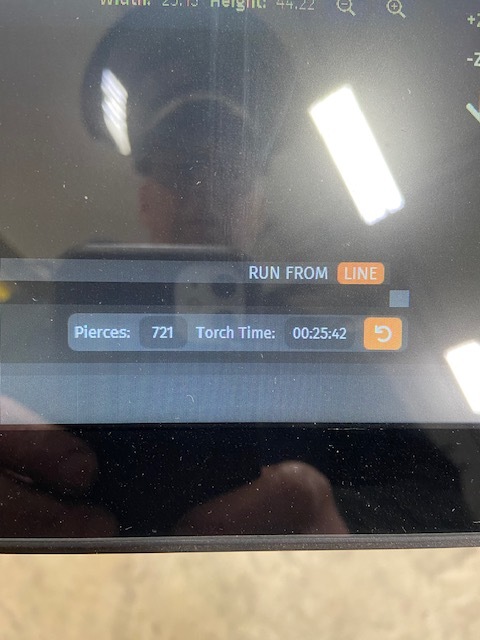
Thanks to @ds690 for telling me about it, so far so good. 750 pierces and still going.
I am working on getting my Crossfire back up and working again and have the Razorweld X45. Was going to order consumables and saw this post. What is your reasoning for switching out the head? Is this a common modification that people are doing? Pretty sure these consumables are toast.
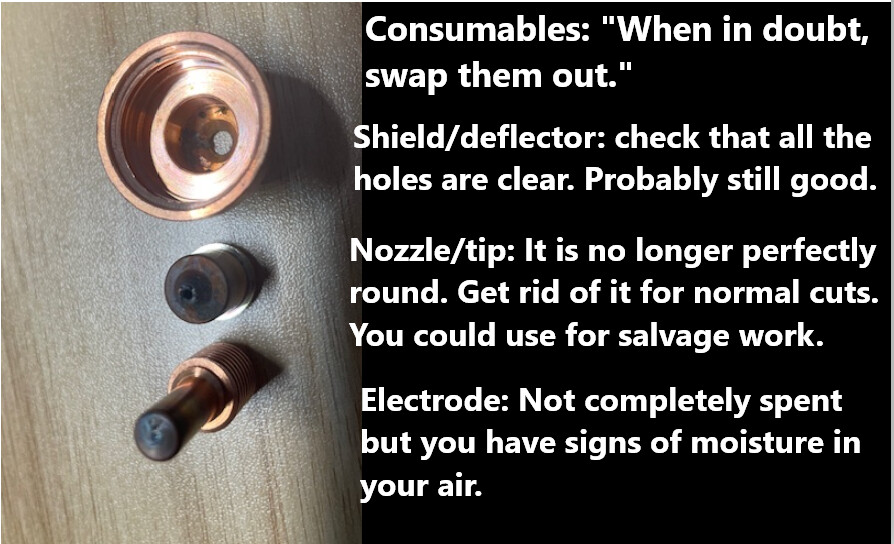
The focus on the electrode is not totally clear. If I am questioning whether it is a toss up to change, I try a test cut then replace one part and try again. If the results are similar, I might keep the used part for a “trash” project (something that doesn’t need to look good). When you are looking at the consumables, you want all the holes to have the same size and shape as the original, new part. But from what I can see (others will have their own opinion):
Thanks for the feedback. I use an inline dryer attached to RW45. What’s a good way to determine if it’s an air issue or just splash back from the water table?
It’s never splash back from the water table. There is air flowing constantly from the torch, so no way for water to get in. If there is moisture in your torch, it’s from the air supply.
Not completely accurate. The IHS cycle can and does place the torch tip into a puddle of water. Whether this hurts the torch or not , but it is a source of water.
I’ve done submerged stainless cutting with my hypertherm where the tip of nozzle is under the water with out issue. Just don’t do it with the SYNC consumables. OG PowerMax only.
I’m just saying this to illustrate the fact that it’s very hard to get water into the nozzle.
Like @ds690 said the issues come from water in the air
If you’re cutting aluminum I’d highly suggest wiping the water and aluminum flakes off the panel as you’re cutting. This can be a recipe for f****** up nozzles. A little flake of aluminum mixed with water will get stuck to the edge of the nozzle and obround out the hole
Thanks, didn’t mean to highjack this thread, was more interested in the Hypertherm modification. The RW45 consumables are kind of expensive given I don’t use the table that often, so was wondering if this was done to get access to cheaper/more easily sourced consumables or as a performance thing.
I do want to cut aluminum, haven’t tried that yet and have some projects where I want to go that route. Just been cutting CRS for metal artwork up to this point. I’ll have to research the air moisture issue further. Thought I did what I needed to do by adding an inline dryer, but I’ll heed to y’all’s feedback.
Hypertherm consumables are more expensive per item but cost effective due to longer life. I believe the consideration for changing to Hypertherm is for a more consistent cut for the life of the consumable. Let’s face, no matter the hobby…you are going to have to pay. Poor cuts with bad consumables will cost you more money in the metal you waste.
Hypertherm consumables are not cheaper, but they last significantly longer. That is assuming that you have a clean dry air supply.
Depending on what torch you are switching from, you will benefit from being able to use faster cut speeds, as well.
It’s not a thing that I would recommend, unless you are comfortable with modifying things and have a torch you don’t mind sacrificing if things go wrong. It’s not a project to be taken lightly.
I don’t disagree. Had I to do it over though, I would have decided on the plasma cutter purchase based on consumable cost and consumable availability. There are definitely better and cheaper options out there than the Razorweld X45.