So, here’s what I found… just as the Mach3 forum guy suggested, changing the motor acceleration has a major effect on the corner sharpness at high speeds (200 ipm or more). Below are some photos of how the rectangles I had tried cutting a few weeks ago are impacted by changes in speeds and accelerations. BTW, I used a sharpie instead of the plasma for this test, and the gCode was the same for all runs except for the speeds.
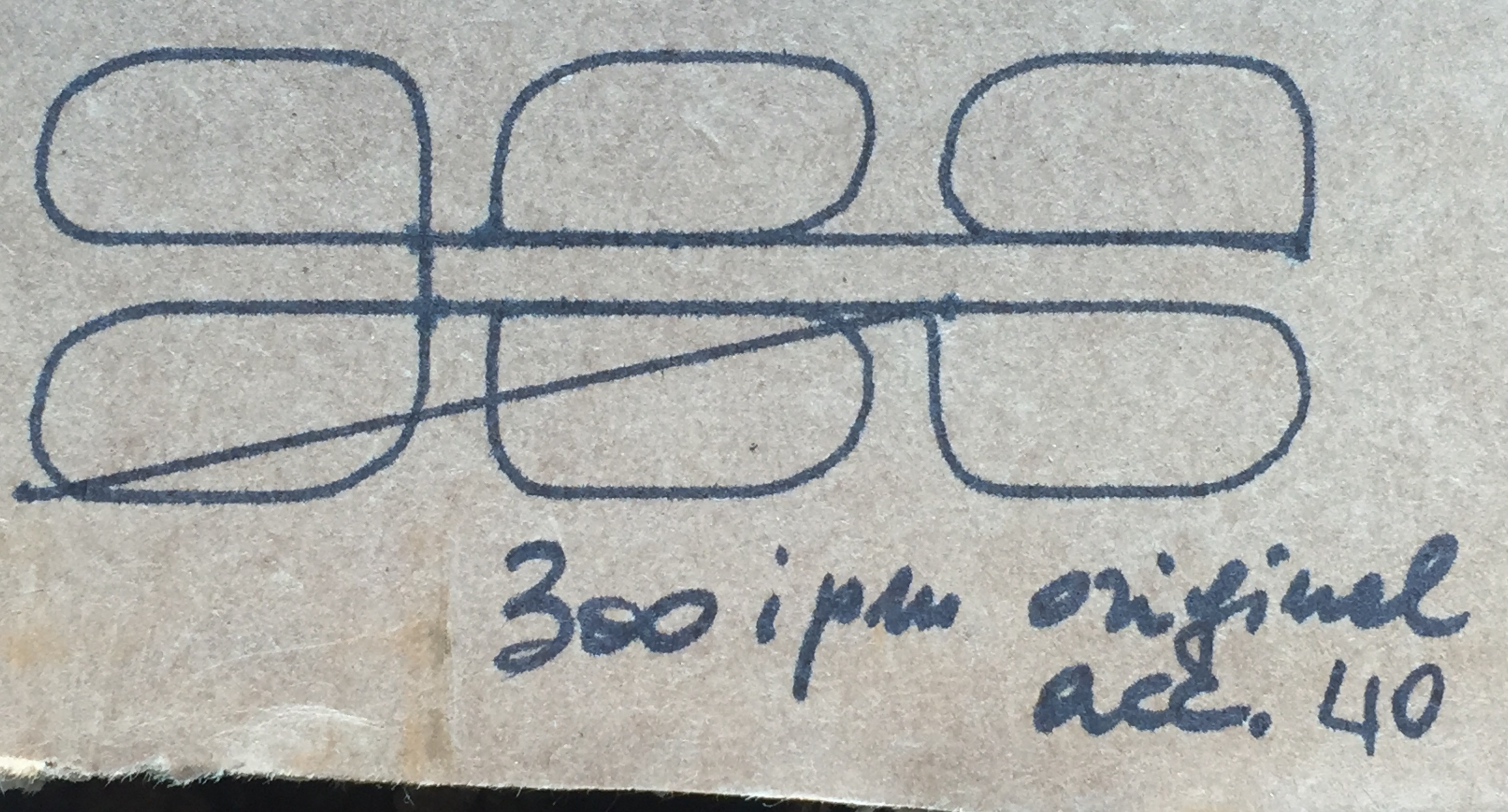
First photo is what I’ve been getting at 300 ipm with the standard acceleration of 40…
Next is a photo of the better corner quality achieved by slowing down to 100 ipm at 40 acceleration. Much better as one would expect…

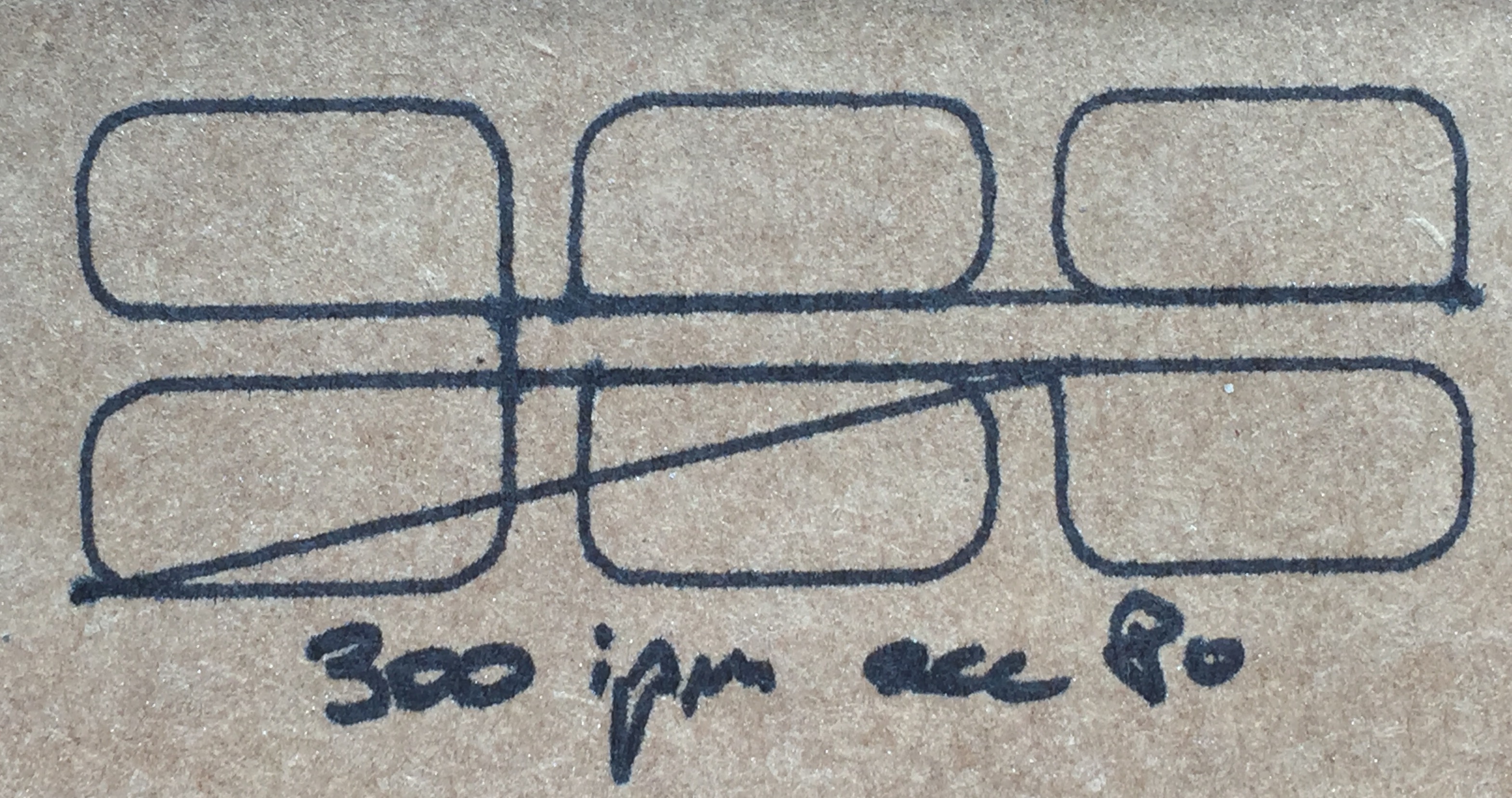
Here I’m picking the speed back up to Hypertherm’s specifications (around 300 ipm on thin gauge material) and doubling the acceleration to 80. Corners are slightly less rounded than in the original test…
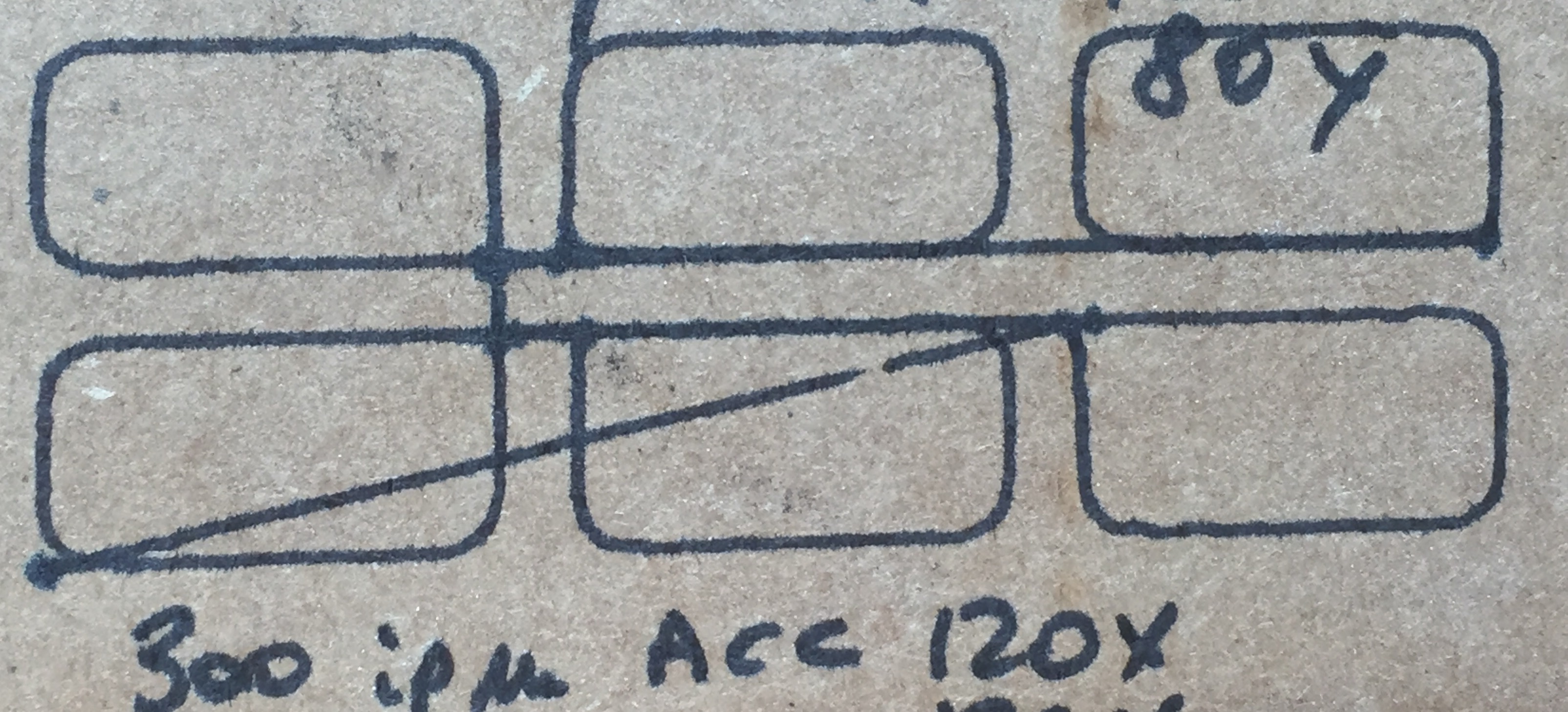
Continuing to increase the acceleration to 120 yields even less rounded corners at 300 ipm…
Even better corners at 150 acceleration…

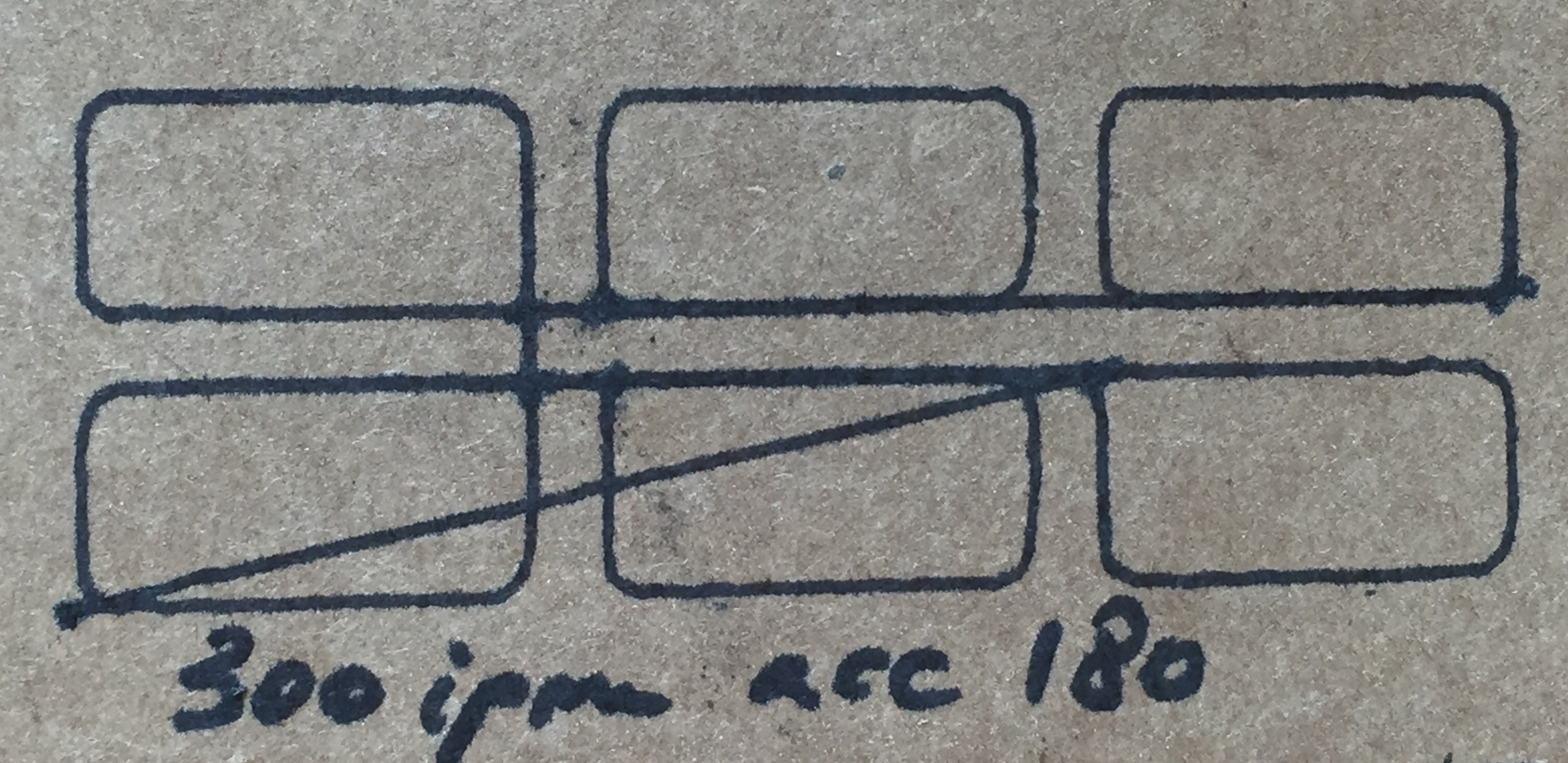
180 acceleration is slightly better, but we are getting into the “diminishing returns” zone…
Because above 180 acceleration the CNC table gets quite jerky, I slowed down the feed slightly to 200 ipm instead. This yielded marginally better corners still…
In conclusion, while the easiest way to produce sharp corner is to reduce speed, this might however have other negative effects depending on the material, such as excessive dross formation, wider heat affected zone, etc.
If one was to use the amperages and speeds right off of the Hypertherm’s manual, it would become important to increase the acceleration of the table to at least 180 in order to minimize the amount of post-processing necessary (aka filing).
I hope this experiment helps someone else, it sure has taught me a thing or two.