Looking for some help. I just did my first test cuts with my machine. I am using a Miller Spectrum 625 Extreme, 120 PSI, 1/16 stand off, 30 Amp tip running 250 IPM at 30 Amps. 16 ga material. That’s what manual recommended.
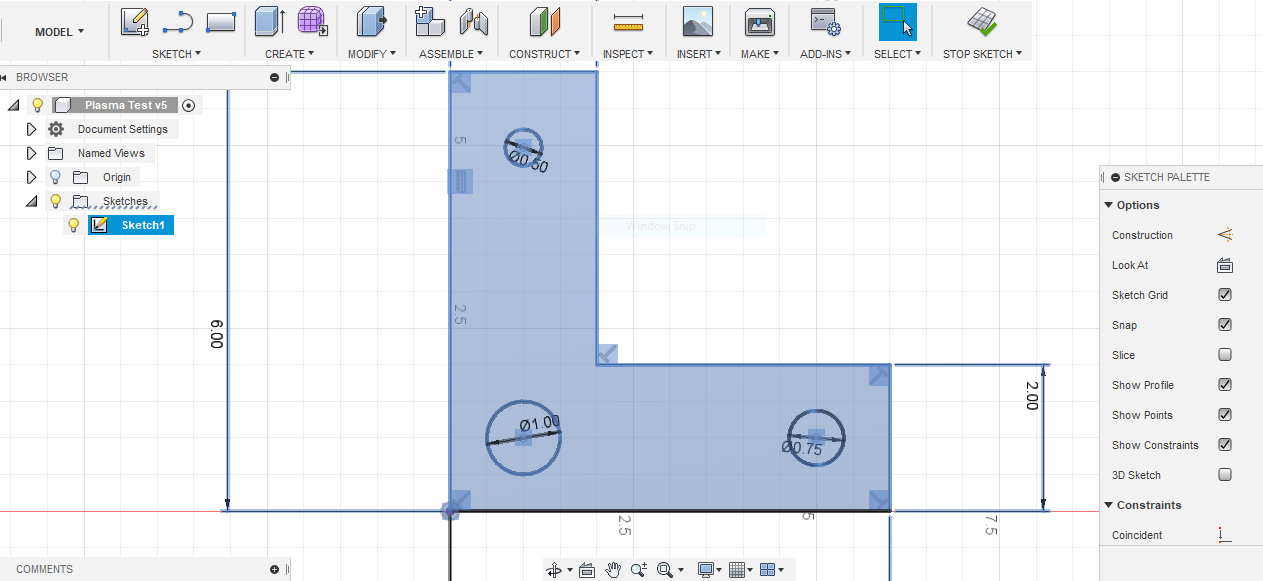
So, if you look at my pics below (i did a few test cuts trying different things), its rounding some of the corners but not others, not completing my circles or completely cutting out the part.
Im newb when it comes to CNC stuff, so any idea on where to even start?
On a positive note, when it actually cuts through, 30 amps at 250 ipm produces a flawless cut with zero dross.


G-Code
(Plasma Test)
N10 G90
N15 G70
(2D Profile1)
N20 G0 X4.8849 Y1.313
N25 M3
N30 G4 P0.5
N35 G3 X4.8043 Y1.2864 I-0.027 J-0.0536 F250.
N40 G3 X5.4457 Y0.9636 I0.3207 J-0.1614
N45 G3 X4.8043 Y1.2864 I-0.3207 J0.1614
N50 M5
N55 G1 X4.268 Y1.5563
N60 G1 X1.0242 Y1.5412
N65 M3
N70 G4 P0.5
N75 G3 X0.9463 Y1.5748 I-0.0558 J-0.0222
N80 G3 X1.3037 Y0.6752 I0.1787 J-0.4498
N85 G3 X0.9463 Y1.5748 I-0.1787 J0.4498
N90 M5
N95 G1 X0.7245 Y2.1327
N100 G1 X0.9768 Y4.9807
N105 M3
N110 G4 P0.5
N115 G3 X0.992 Y4.8972 I0.0494 J-0.0341
N120 G3 X1.258 Y5.2823 I0.133 J0.1926
N125 G3 X0.992 Y4.8972 I-0.133 J-0.1926
N130 M5
N135 G1 X0.6509 Y4.4031
N140 G1 X0.049 Y3.5815
N145 M3
N150 G4 P0.5
N155 G3 X0.109 Y3.6415 I0. J0.06
N160 G1 Y6.125
N165 G2 X0.125 Y6.141 I0.016 J0.
N170 G1 X2.125
N175 G2 X2.141 Y6.125 I0. J-0.016
N180 G1 Y2.141
N185 G1 X6.125
N190 G2 X6.141 Y2.125 I0. J-0.016
N195 G1 Y0.125
N200 G2 X6.125 Y0.109 I-0.016 J0.
N205 G1 X0.125
N210 G2 X0.109 Y0.125 I0. J0.016
N215 G1 Y3.6415
N220 M5
N225 M30