Oh, ok, now I understand. Can’t you increase the lead screw diameter and use a Nema 34 motor? You got this. Your design looks great.
1 Like
Bigger lead screw is big dollars and it would probably still whip. If I can get a 34 to work, it would work great with the driven nut.
So another thought I just had. Didn’t know these existed. If I can increase the speed and adjust the in/revolution, the. Wouldn’t I be able to get a planetary gearbox to work. I think most nema 23s are 6000 max rpm. Direct drive 300 I’m at .5" per rev would be 600 rpm. 1800 should be fairly attainable no? I have the dm542 driver sitting in a box. Maybe add a power supply just for the y stepper?

With Stepper motors you need to think in terms of Steps per minute. Theoretically the Langmuir Control board MIGHT do 30K steps per second (max value presumed for a ATmega328 based GRBL board). If you were FULL stepping a common stepper, which is 200steps per rev, then the BEST you could hope for is 9000 RPM (30K*60/200), which won’t ever happen for lots of reasons. BECAUSE, to get a smooth drive & necessary power required by the mechanical load on a plasma table, the drivers are set to step 32 microsteps per step so your 9000RPM is now reduced to 281 RPM absolute max. But you need to ramp up to and down from that speed to avoid losing steps. Mama Nature enforces this.
Gearing down gives you more torque at the expense of speed. IMO, addressing the whip with a stiffer drive system (larger lead screw, belt drive, etc) is a better choice.
You could, of course, replace the controller board with a Smoothie type board which is capable of over 100K steps per second, but then you need to replace the control software.
3 Likes
GRBL step frequency on a 328 is around 31.5K/s.
Back at ya…
1 Like
touché my good man
Well, big update. Swapped to the 542 driver and hot dog this thing works!
1 Like
What is your current setting on the driver? The DM542 is a much better driver for sure. That’s what I use in most of my equipment (unless I need the higher current then it’s the DM556)
1 Like
I’m running rms of 2.69 and 1600 pulse. Was wondering if it should be 3.2a for the RMS instead?
The default for a normal crossfire table (Not XR) is 4A on the Y axis motors.
3.2 with a 4.5 peak is max for the 542
2 Likes
We generally use the max value when talking about motor current rather than RMS. It’s the max that will kill your motor as it moves slowly.
3 Likes
Good to know! Your help in this thread and other older threads has been a life saver for this build!
3 Likes
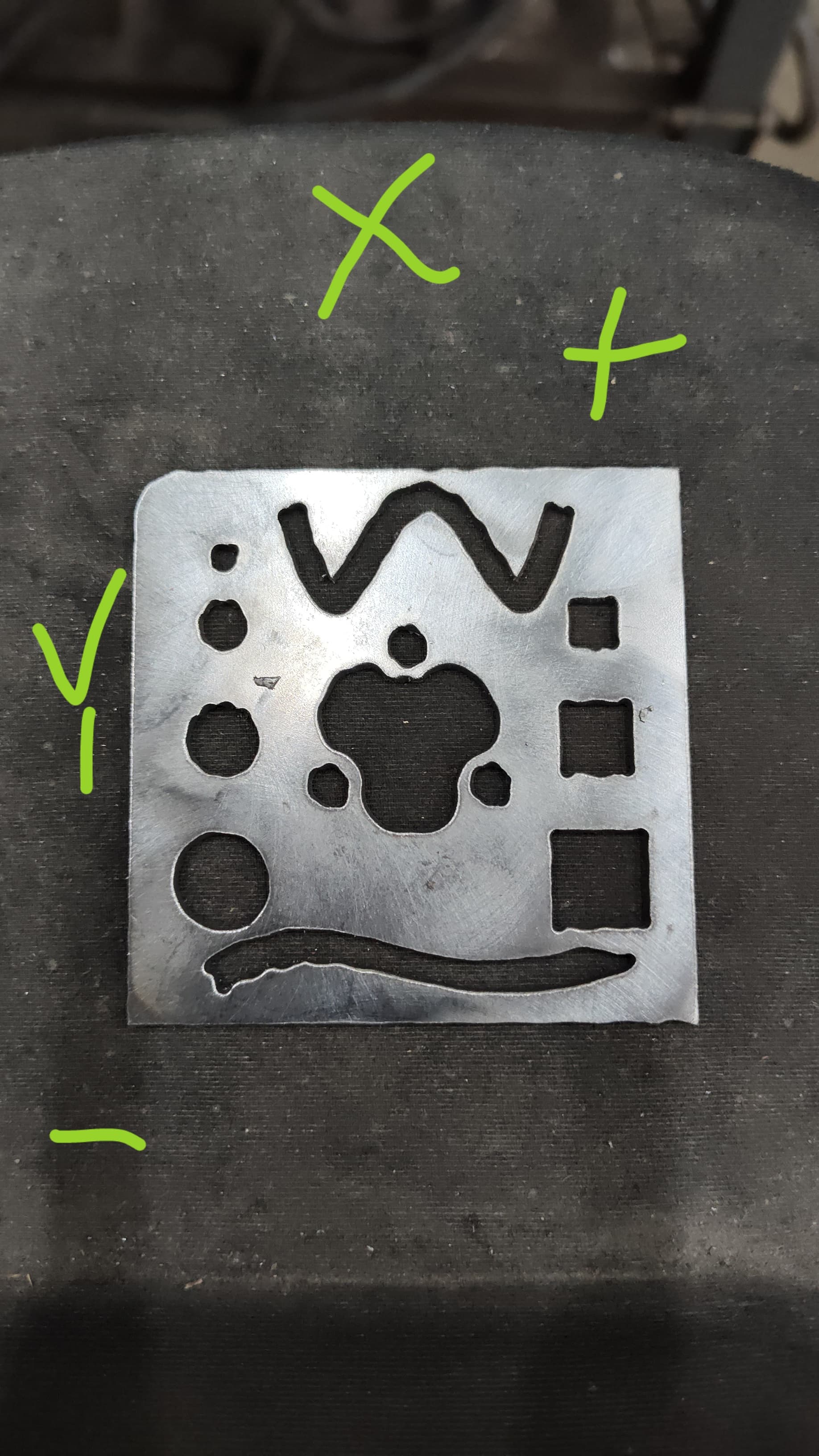
Got to making a cut. Pretty poor quality. I think it’s interesting that even the X has some ripples in it. The straight y cuts are pretty good. The exterior lead in is 12:00 middle of the x straight cut
Two questions:
- Are you using a Machine Torch and adding extra air pressure to operate it?
2.What are you using to keep your long slats from flopping around?
1 Like
Machine torch and using the internal regulator on the hypertherm 45xp. Slats are 48" long with a curve to keep them solid. The whole table rocks some but I never really had issues with that before. There is a little bit of runout in the 3d printed part that holds the pulley onto the bearing, but I don’t think that would cause much issue.
I wonder if there is an issue with a “lag” with the belt as it changes directions? But that wouldn’t explain the poor cut on the x only sides.
After looking at the video I took of it cutting, I think the mounting system isn’t rigid enough. I can see a little wobble. It’s bent/gusseted 3/16 but apparently that isn’t enough.

3 Likes
Does anyone know the type of bearing setup used in the XR?
Besides the three ballscrews that run the x y1 y2 axis, pretty well all other bearings are being used as a roller or as a bearing in a roller are a standard skateboard sized bearing. I could tell immediately that I had one bad bearing on the y2 side gantry assembly right out of the box , still functional but I’m going to have to eventually tear that factory assembled Gantry apart and replace it.
4 Likes