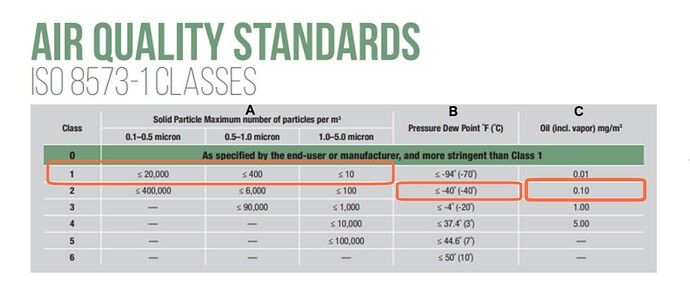
This is the standard you are trying to achieve.
And this is a time of year where it’ll be quite a bit of water vapor in the air.