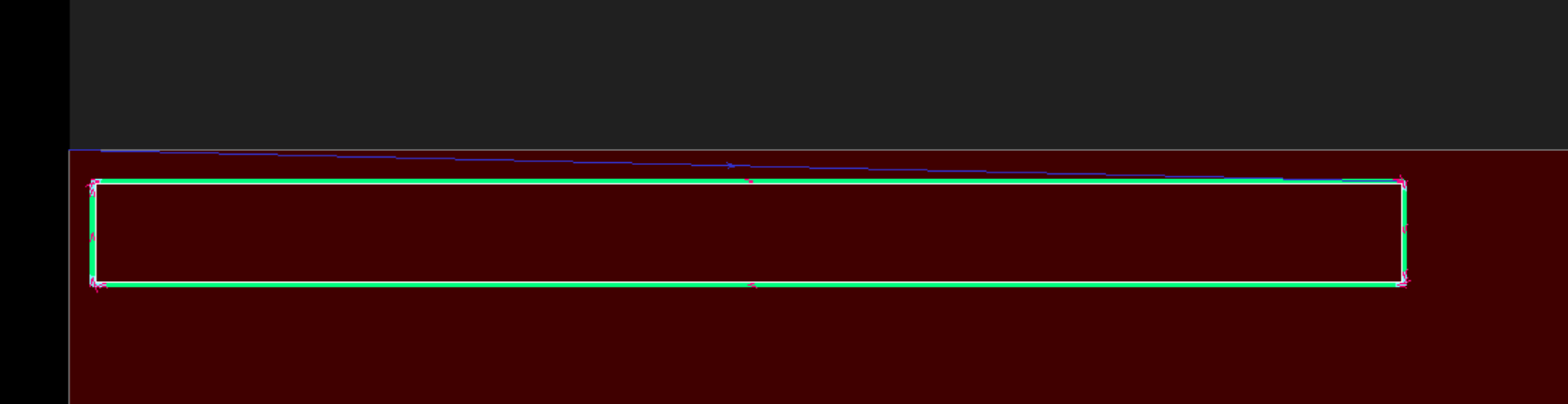
The cuts have been very clean, but some of the rectangles are up to 3/8" taller on one sides. They are 30" long.
I have tried a kerf of 0.06 and 0.12. I tried inside and outside offset. I made sure the set screws on the gantry (or whatever it is called) are tight enough to where none of the wheels spin. I have tried smart voltage and nominal voltage and watched the torch height and it stays consistent as far as I can tell.
I have cut 12 of these rectangles and it has happened to 4 of them. Perhaps the others were a small enough amount off for me not to notice.
Does the Y axis leadscrew turn at all while it’s traveling either way in the X direction? That’s the only way it could cut 3/8" out of square unless your frame is super tweaked.
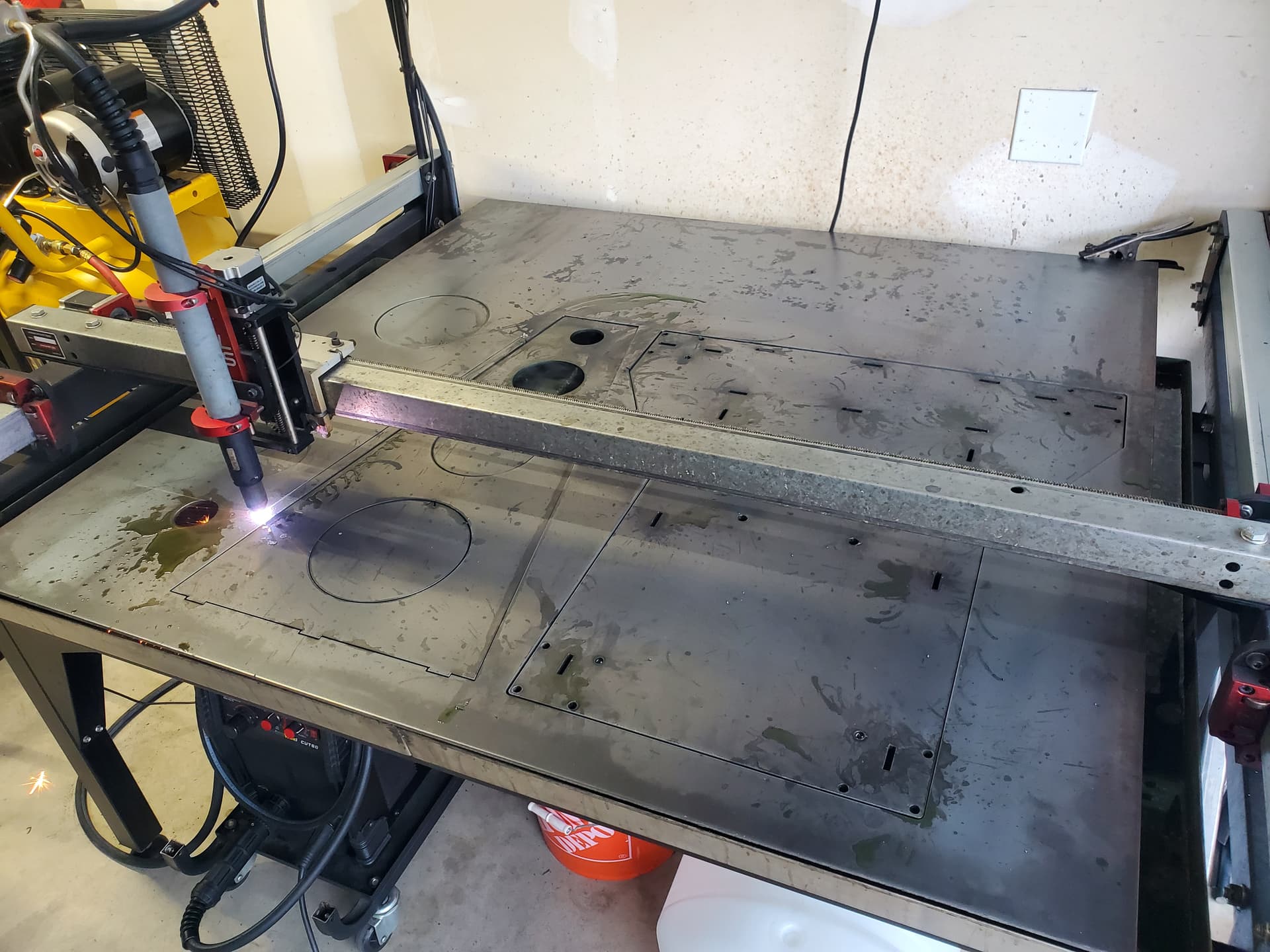
16, 18 and 20 gauge stainless. 80 through 110 ipm. AC if that is what you mean. Everlast Powerplasma 52i. All of the rectangles cut were within an inch of the edge of the sheet. I dont think the taller ones were any closer than the others, but I will watch out for that.
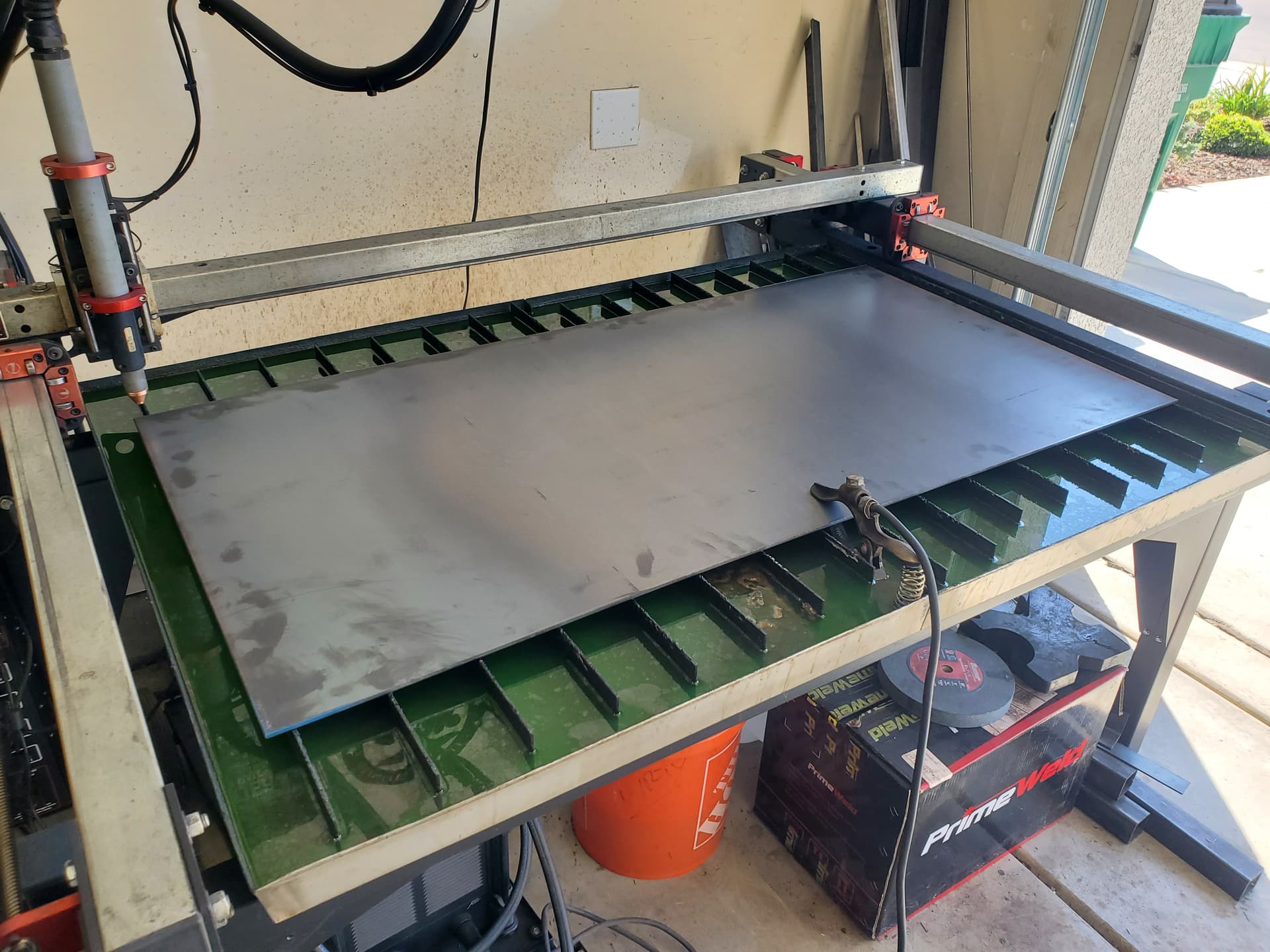
They dont seem to warp very much when it is cutting, they stay pretty flat.
The back side of the table is 1/8" longer than the front side. Is this enough to cause my problem or does this pretty much narrow it down to the material warping and moving during cutting? Maybe it is just moving. I was using fairly small sheets and havent been clamping them down in any way. Do any of you clamp your material down? If so, how?
If the steel is bowed out (most likely in the center), I place it so it sits with a high spot in the center facing up. THC works to adjust itself around warped metal but it should not and could not give you an inaccurate measure as much as 3/8". What you would see is some slight beveling if the steel was pointed up or down.
Unless the steel was so badly warped to begin with, then yes I can see 3/8" happening. But again, it has to be really warped.
I suspect your axis screws/gantry are out of square.
If it’s just out of square, wouldn’t he get a parallelogram and both side measure the same?
@Tryin is the taper even all the way across the length of the part, or is there a point where it suddenly goes from parallel sides to nonparallel sides? I’m wondering if you have a bent X axis tube.
@MrHaNkBoT The taper appears to be even. I have had a couple times where there will be an abrupt curve when i was cutting like 22 gauge stainless very close to the edge and (i think) with not a fast enough travel speed. For the even taper, I am confused why this would only be happening on 4 out of 12 pieces though and not all of them. You would think if the table was not square or the arm was bent then it would happen on every single piece.
@Kwikfab I have been using a weight on the lighter material, but maybe it is not big enough. I will use a better weight and see how that goes. I am having this issue on pretty flat material.
@Phillipw I will add tabs thank you for the suggestion!
I’m starting to lean towards the sheets shifting when cutting. Try laying some decent weight on top to keep things in place. Chunks of 1" steel are what I usually use.
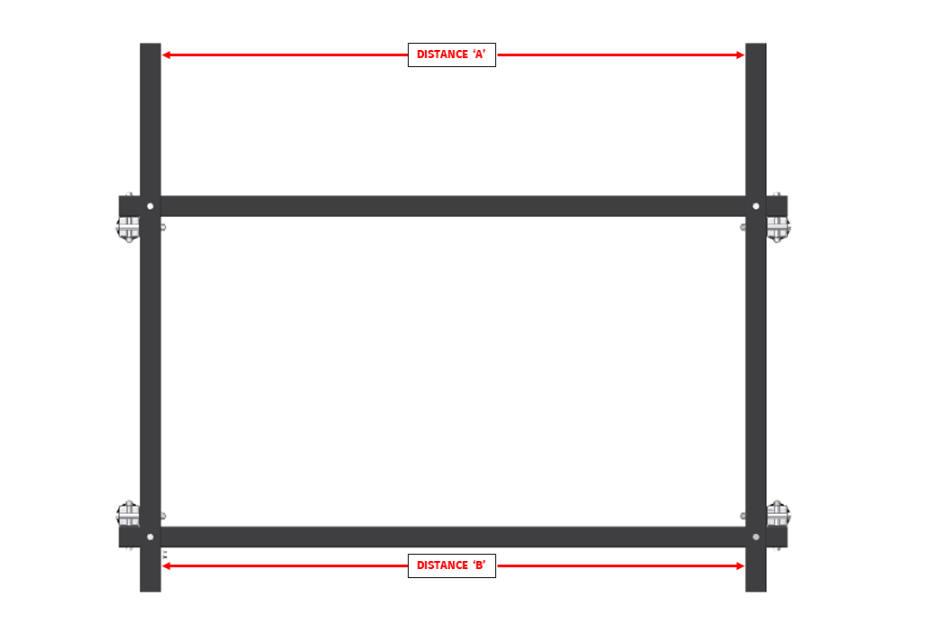
I didn’t know I had to measure the diagonals. They are, in inches, 78 3/16 and 78 1/2. The front side and back side are 59 3/32 and 59 1/32. I did move the table after I built it.
Also, the 4 didnt all have a 3/8 inch taper. I dont remember how big the taper is on the other ones. Out of the 4 I did today 2 of them are 3/16 and 1/4 (I know I said 3/8 in the post I am dumb) off and are 30" long.
and it is only 1/16 different that way (is that too much), but 5/16 off diagonally. How is that even possible? I have measured it like 15 times.
Now I just made it to where the distances in the diagram are both 59 1/16, but the diagonal distance is still off by 5/16. Something has to be bent right?
I also just did what this guy does in this video (measuring from the X arm to the end of the Y arm on each side and then loosening the X arm bolts and moving it):
It was 1/16" off. Again, the diagonal is still 5/16". I measured this from the inside corners of the square tubing also not just the outside to verify this.
I used ratchet straps(diagonal) to hold it square while I tightened everything. Being that far out you will likely need to remove the water table and re-install. Do you have casters on the legs?
Depends on which direction it shifts. It could shift and make an incomplete cut, or shift and cut it too narrow. (it’d intersect the previously cut edge like a T shape). It appears he’s piercing in the top right corner of the part. @Tryin, can you upload a picture of the start/stop point on the skeleton of one of the parts that came out short so we can see what looks like?
If you’re not sure which skeleton belongs to which part, just look at all of them and look for inconsistency in the relationship between the start and stop points.