Somewhat new to CNC plasma cutting and trying to not confuse myself more than help myself!
I have had my machine (crossfire pro) up and running for about two weeks now. I have had a lot of successful cuts. I went through two 4 X 8 sheets of 1/8 mild steel practicing sign making and I cut out a smudge pot.
Everything has been working flawlessly except for my suer errors!
Yesterday I got the Error…Torch moving Before Cutting Voltage Sensed.
Telling me to increase my pierce delay.
I tried to increase it in FirecContol with no luck of the torch firing.
I am running a Razorweld Cut 45
My cut height is …0.063
Pierce height is…0.15748
Pierce time is…1 sec.
Nozzle dia. is …0.04
Kerf width is…0.055
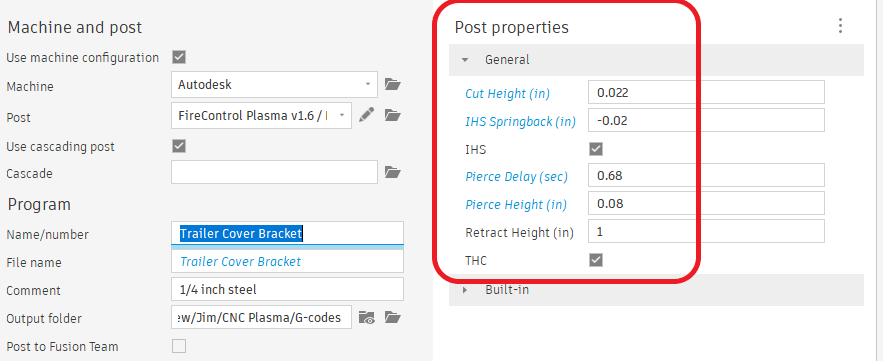
In Fusion when I look at my pierce delay it is set to 0.5. If my warning is telling me to increase my pierce delay, is Fusion where I should increase it? I see under setup if I click on the box with the G in it I can go in and change my pierce delay. Is this the correct place to change the delay?
Or is there another place to change the setting permanently?
I have changed my consumables to brand new and still getting the error.
Would moisture in the air cause this problem?
I have not had a chance to change the pierce delay and run a program yet as I am not in my shop but when I get home I will change the pierce delay to 0.7 and see if I can ge the torch to fire and work.
Thank you for the help!
I know this topic has been discussed but I seem to be making myself more confused with all the reading!
The error you are getting is saying that by the time the torch was going to start cutting, the torch was not burning. Did the torch fire just before this error code?
You will often get this error when the torch never fired such as when the air pressure is too low. You might turn the pressure up 5 psi at a time at the machine and/or your compressor regulator and see if that makes a difference. What is your RazorWeld telling you is the pressure at the torch?
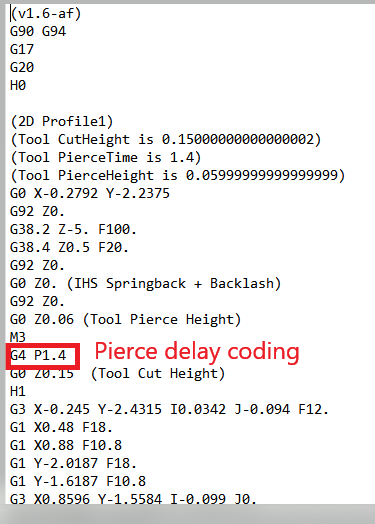
You can open your gcode file to be sure what your pierce delay is. It will be found after the Pierce Height and M3 (torch on command) then the pause of G4. In this case it is set to 1.4 seconds since I was cutting 1/2" steel with 45 amps, :
My error said torch delay is too short try increasing the pierce delay. I see yours is at 0.68.
OK perfect. That is exactly where I was going to make my pierce delay change. In the Post Properties. I will up mine to 0.7 and see if that makes a difference.
I did try to run the program by making adjustments in FireControl but still could not get the torch to fire. I adjusted all the way to 300% ( I think that was the max)
When I tried to make my firstr cut the torch fired but did not pierce and then threw the error code and stopped cutting. Since then I could not get the torch to fire I just get the error immediately.
Interestingly, I feel it may be a air issue. If I remember correctly my air compressor kicked on almost as soon as the cut started.
Reporting back. Good news everything is working now. Checked air at my 1st filter it was only reading 40psi. Cranked it up to 60. Tried a test fire and unsuccessful. Changed my pierce delay to .8 no torch fire. Went through and unplugged wires and then plugged them back in and torch fired off and worked great. I also kept my computer unplugged.
I feel like when I unplugged and then plugged the wires back into the electronics box is what made the difference.
I think you will find that you don’t need your pierce delay set so long. RazorWeld measures the timing differently than Hypertherm. My cutter is Hypertherm and generally will always need that setting longer than what RazorWeld requires.
The air pressure and that electrical connection were probably both key. Once again, you proved my theory that it is going to be the original poster that will figure out their own issue. The forum just gives you some encouragement to not give up.
Edit: I changed the title and the category since it really did not have much to do with Fusion 360.