okay so I finally got the chance to fire the machine back up tonight and it’s doing even worse than before. it seems like a completely random 50/50 chance that the machine will cut correctly.
it doesn’t seem to be piercing correctly at all. and then sometimes halfway through the cut the kerf will become extreme and then it will stop piercing all the way through the metal as it’s cutting, and then it’ll begin cutting normal again.
I am not joking when I’m saying it’s a 50/50 chance that I get it perfect cut or a completely worthless cut. I wasted a ton of 10ga steel tonight trying to test different settings.
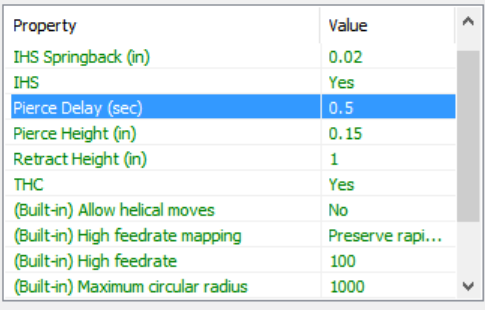
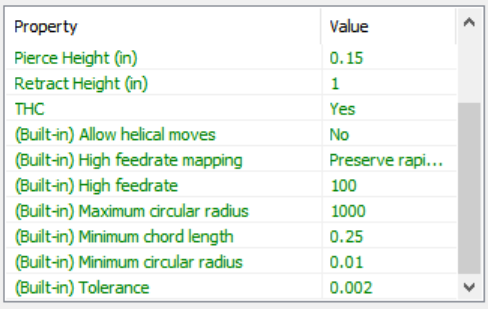
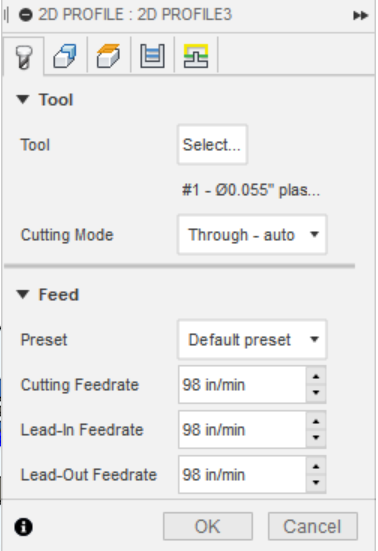
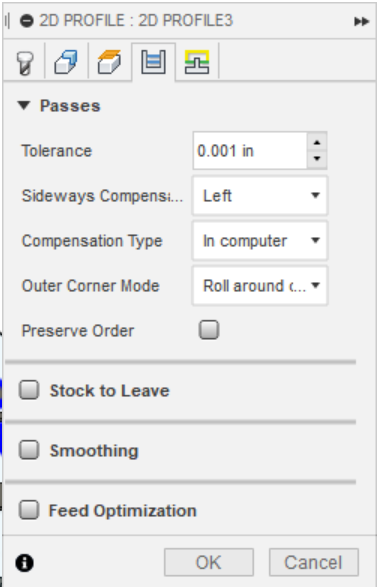
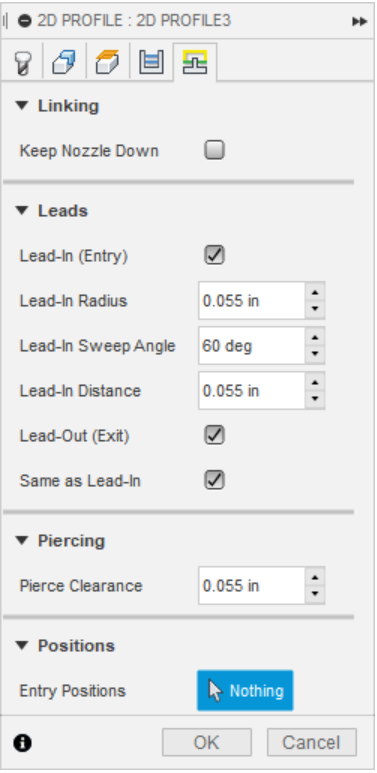
I tried a pierced delay of 0.5, 1.0 and 1.5 with no luck or any visible changes. I also tried reducing the pierce height from 0.16 down to 0.12 and again no visible changes.
considering that I have barely made it through one 4x8 sheet of steel with this machine, and I can’t even get a decent cut 50% of the time, I’m sure you can imagine I am beyond upset at this point.
I have 100 psi going into the three-stage dryer which then goes into the plasma cutter that is factory set at 80 psi. I have confirmed that I have dry air and stable air pressure. I have confirmed that I have a good ground. I have confirmed that I have good arc voltage by using the torch height controller to check the arc voltage before I started cutting tonight.
!!!
if there is anyone who has had this problem and been able to solve it, please let me know.
!!!
if I had any hair left I’d be pulling it out right now. i’ve bought a $4,000 paperweight, apparently…
(pictures below)
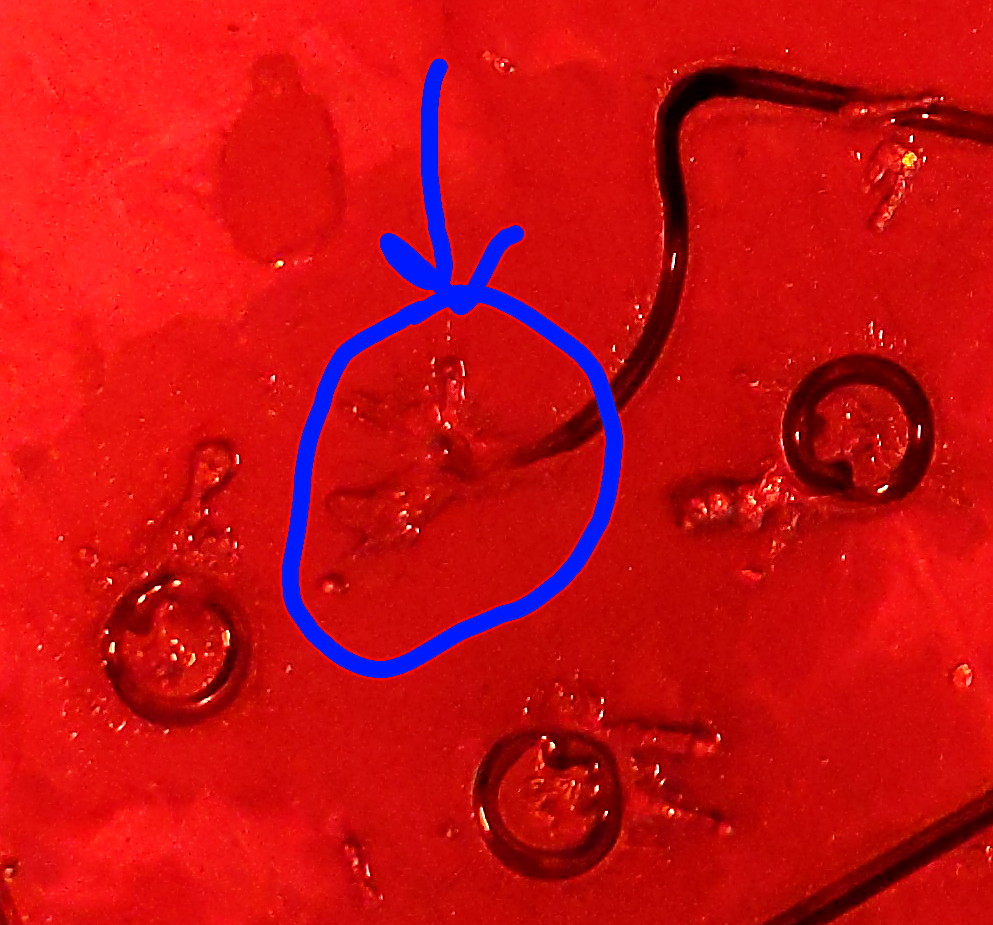
here you can see it took a little over half an inch to pierce through
here it seems to have pierced fine but didn’t reach full cutting depth somehow until halfway
all these shapes are supposed to be closed loops
here it didn’t pierce or cut at all and then the torch just gave up
this path was cutting just fine but then the kerf started getting worse and worse until it stopped piercing and then all of a sudden it got better again for no reason
this was supposed to be a full circle and it went over an inch before it even pierced

 but yeah i try to get at least 0.125 if i have the space
but yeah i try to get at least 0.125 if i have the space






