Looking for some insight. Made the switch from Pro to XR. Still have my pro with hypertherm 65xp. Bought the XR second hand and it came with the cut45 cutter. I’m setting it up working the bugs out. Doing an ordinary circle in sheetcam using hypertherm toolset pierce delay is .5 on .125 aluminum. I try that with this cut45 and it doesn’t pierce right off the bat. It’s set up for .25 arc lead in.
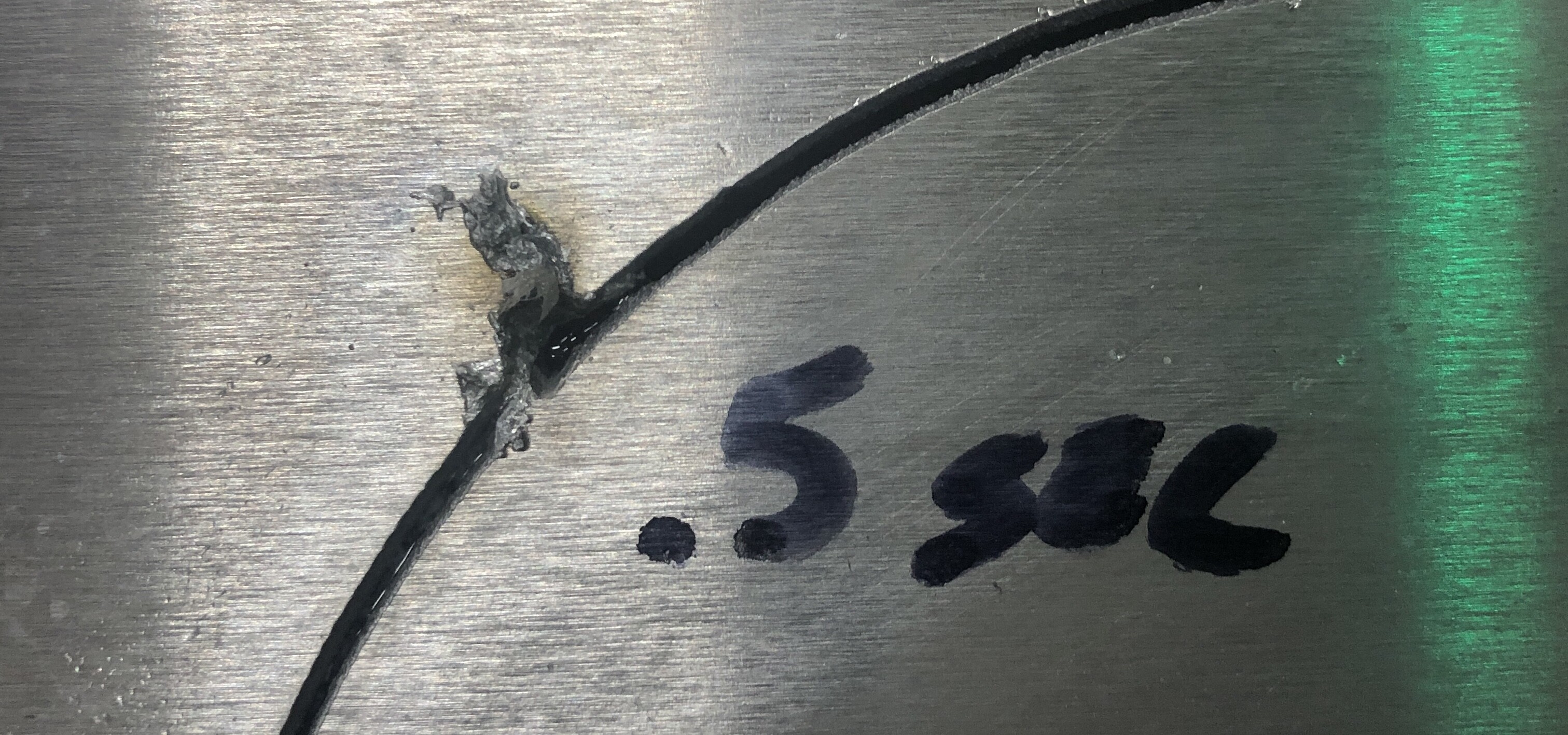
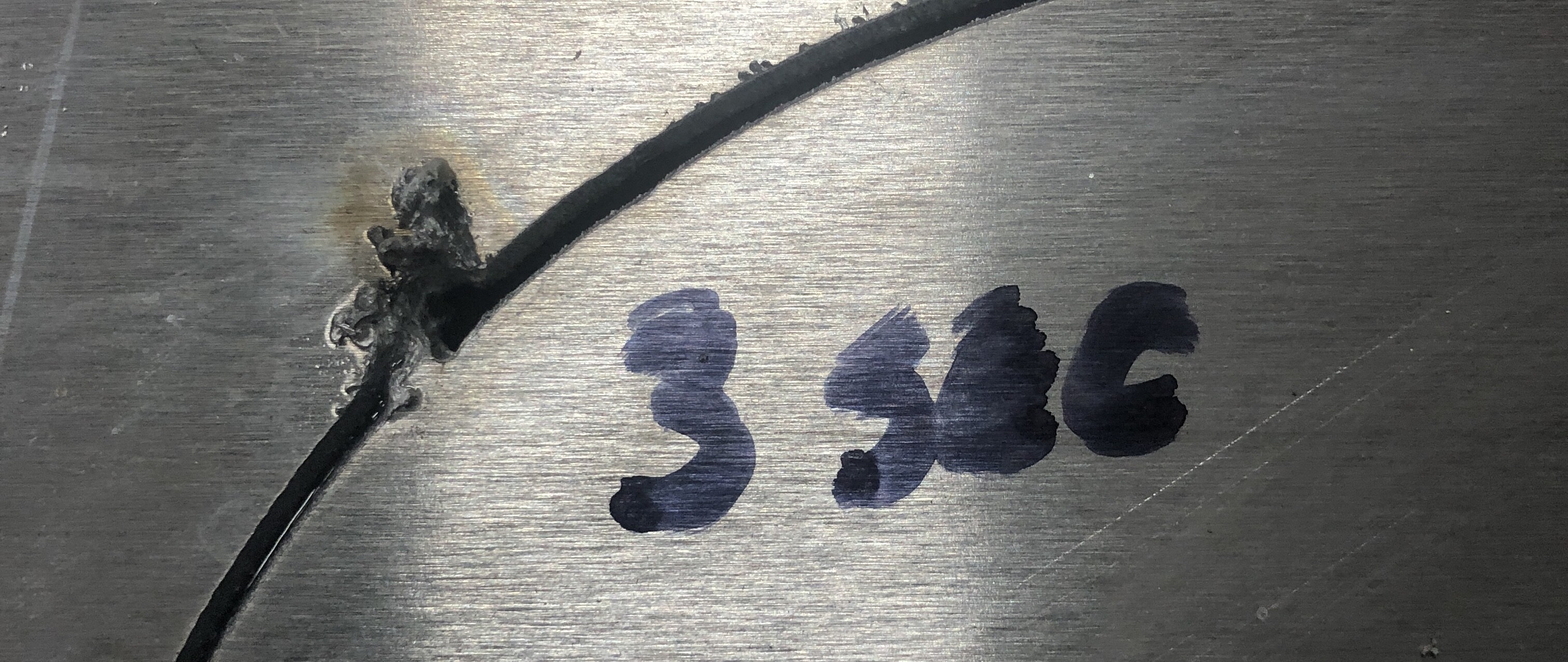
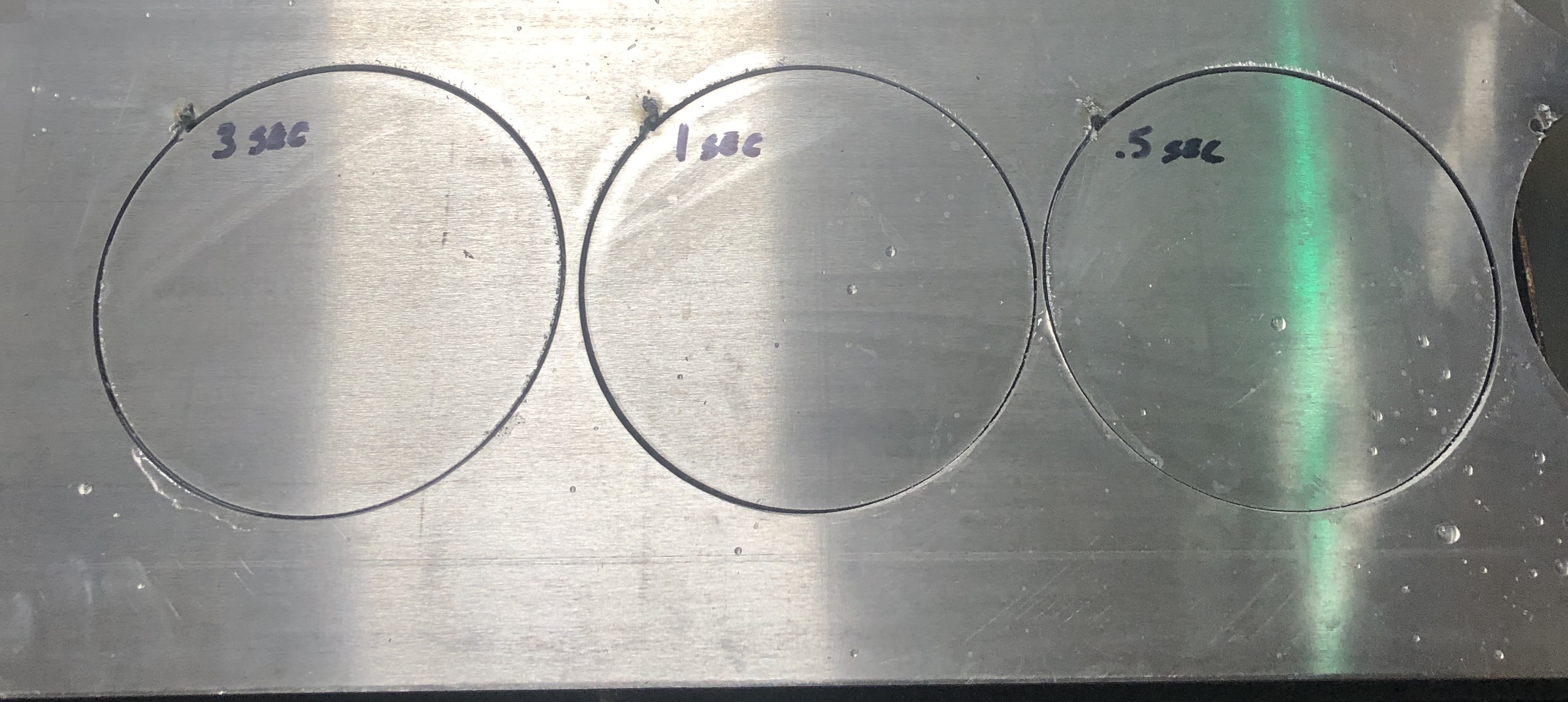
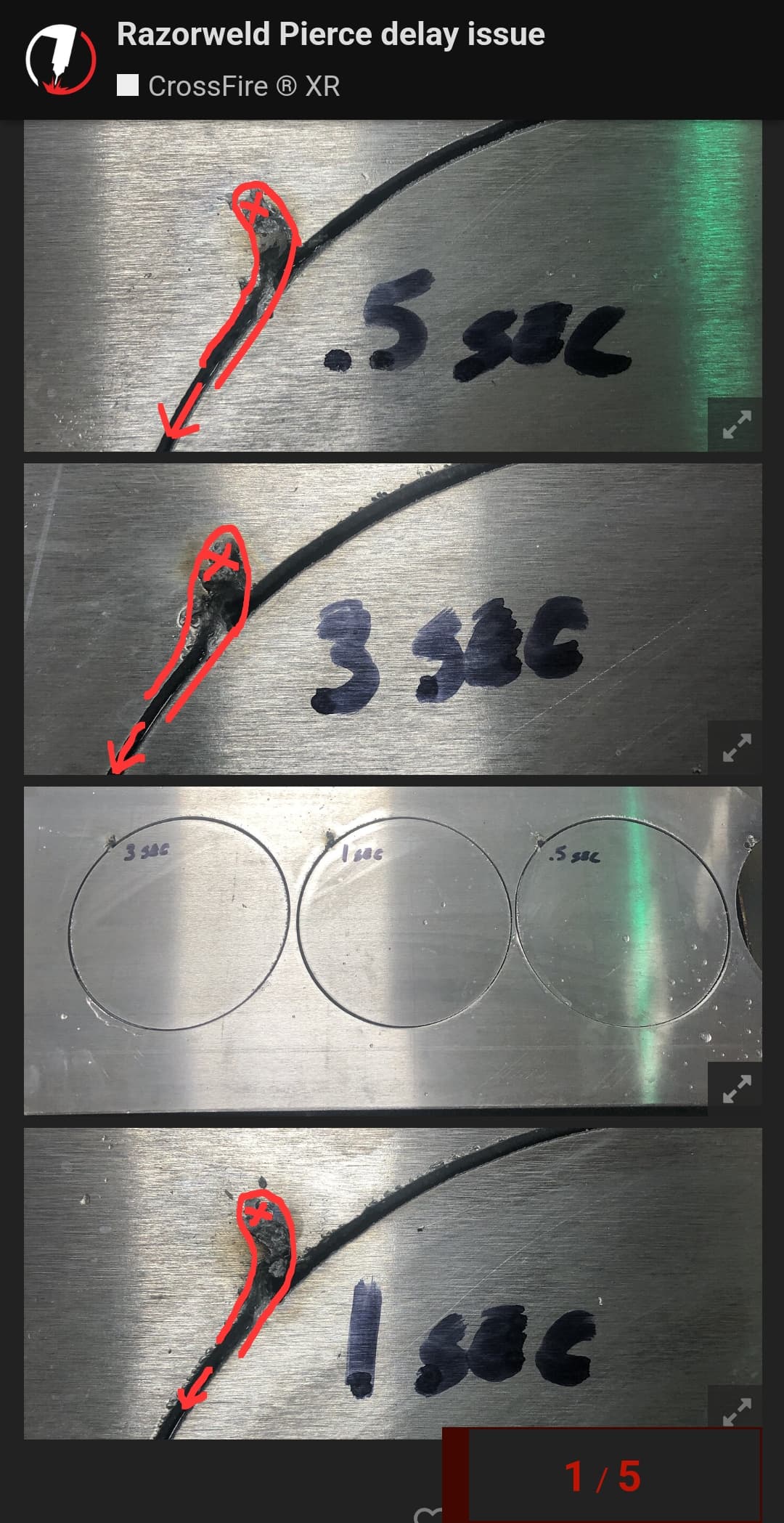
I go into sheetcam settings and setup for 1 second delay still the same thing. I setup for 3 second delay same thing. I’ve attached pics to show. Each one is exactly the same no matter what the delay is. I can always throw my 65xp back on it. Never had this issue on my pro.
It definitely looks like it’s cutting well, I wonder if the issue is more simple.
Isn’t there a different between cutters as far as when the torch fires upon receiving the signal? It’s been a while but isn’t that why all us hypertherm users had to extend our pierce delays from book specs to account for the way the torch firing relay worked?
As far the the cut performing the same after changing settings… I’m not afraid to admit I’ve changed settings and forgotten to reload the file, or transposed a decimal, or didn’t post process and reloaded the same file.
I’d manually increase the pierce delay in firecontrol to be sure.
The pierce delay isn’t Your issue. You should be fine with a .3 delay. Your issue is either the pierce hight or pierce speed. Check your feeds and the pierce hight. Hight should be .15 but you can take it down to .10 or even. 08 if you need to. Being as cut hight is around. 05 the closer you get to that the fastest it pierces the hole. You just need some standoff to keep crap from plugging the nozzle up. Send a screen shot of your feeds and speeds an ill see if anything stands out.
Perhaps, but I’d expect to see some marking on the workpiece if it was a plunge rate issue. If he’s bumping the pierce delay that much and there’s 0 change in the cut path something else is going on. Plus he had the .25 lead in and there’s no sign of it on those three cuts.
Because all 3 look the same despite the massive pierce delay difference. The issue is hight and feed related. The reason they all look the same is the pierce delay is firing but is to high to do anything other than just worm up the metal. From looking at the cuts the pierce delay is firing but to high then the downward speed is to fast and starts moving for the cut before it has gone through. Being as he has such a small leed in id run the pierce hight at .08 with a .3 delay and let it eat.
Normally the pierce delay should be like .4. What I’m getting at is no matter what I set it at it does the same thing every time. I have it set to .25 arc lead in. It pierces in the same spot each time. For me to get a clean cut I’m having to do like a .5 overcut. Once it does arc it’s a blast that is showing up in the kerf.
I’ve wondered that also. Was going to try a lower pierce tomorrow when I get back to the shop. It’s set at .15 same as my hypertherm book settings. This cut45 may need a different setting.
Ok so I got it to cut the nib. I had to bring pierce height down to .08 and up the delay to .8. Probably going to switch over to the hypertherm 65 just to keep from having to adjust my toolset every time until I get the bugs worked out. Mainly wanted to see how well the cut45 does. It does a great job but it is going to be a shop cutter instead of a table cutter in the end.
Again thanks for the help and input from you guys.