I recently traded an old lathe for a used crossfire with the Razorweld cut 45 CNC. Before moving it I made sure to see him operate it and that it cut, but now since moving it to my shop it is not working. All I get is the pilot Arc which goes out almost immediately. I’m hoping someone can help me troubleshoot if the torch is bad or not, and what to check next. Currently I have continuity at all times between pin 1 and 9, 1 and center pole, and 9 and center pole. Continuity pins three and six when the trigger is pulled.
Thanks!
Are you just test firing or trying to cut something? Some cutters will flame out if there is no material to cut - which is completing the circuit by transferring the pilot arc to the work.
Insufficient air pressure will do that also.
4 Likes
It first happened when trying to cut something. I’ve then taken it off and disconnecting the CNC cable to try cutting by hand and it still happens. The air pressure was originally tested between 60-70psi, and then also at 30 and 80 psi. The volume might be a little a low, compressor is rated for 6.8cfm at 40psi, and 5.1cfm at 90psi. Located in Utah, humidity in the shop been between 30-70% with storms lately and I didn’t have a dryer on the system yet. But the immediate flame out seemed weird. I loosened the nozzle, not much difference noticed. I thought maybe the inserts were bad, replaced them, no change. Thought they were in wrong position and not letting the electrode move, swapped location of the nozzle had a little more of a flame but the threads couldn’t get tight enough and it blew off the shield and nozzle (This was wrong position anyways). I was told this compressor should work for a plasma cutter, and I can’t return it, so hoping it’s not that as I don’t have another larger one to test with.
Wondering if I can test the torch and clamp continuity somehow to verify it’s making correct contact. Currently seems to act like it can’t complete the circuit, but I don’t know where to check between on the torch, it’s leads, or in components in the box.
You want 100-120 psi of air supply to inlet of plasma cutter then adjust torch air pressure 70-75 psi to cut
1 Like
As @rat196426 stated you need to make sure your air pressure is set correctly.
The torch ( is negative ) will fire the pilot arc for about 3 seconds before it goes out. The work clamp ( positive ) also called the ground must be on clean metal. If the flame is not within 1/16" of the metal to transfer the pilot arc to the cutting arc it will not cut the metal and the flame will go out.
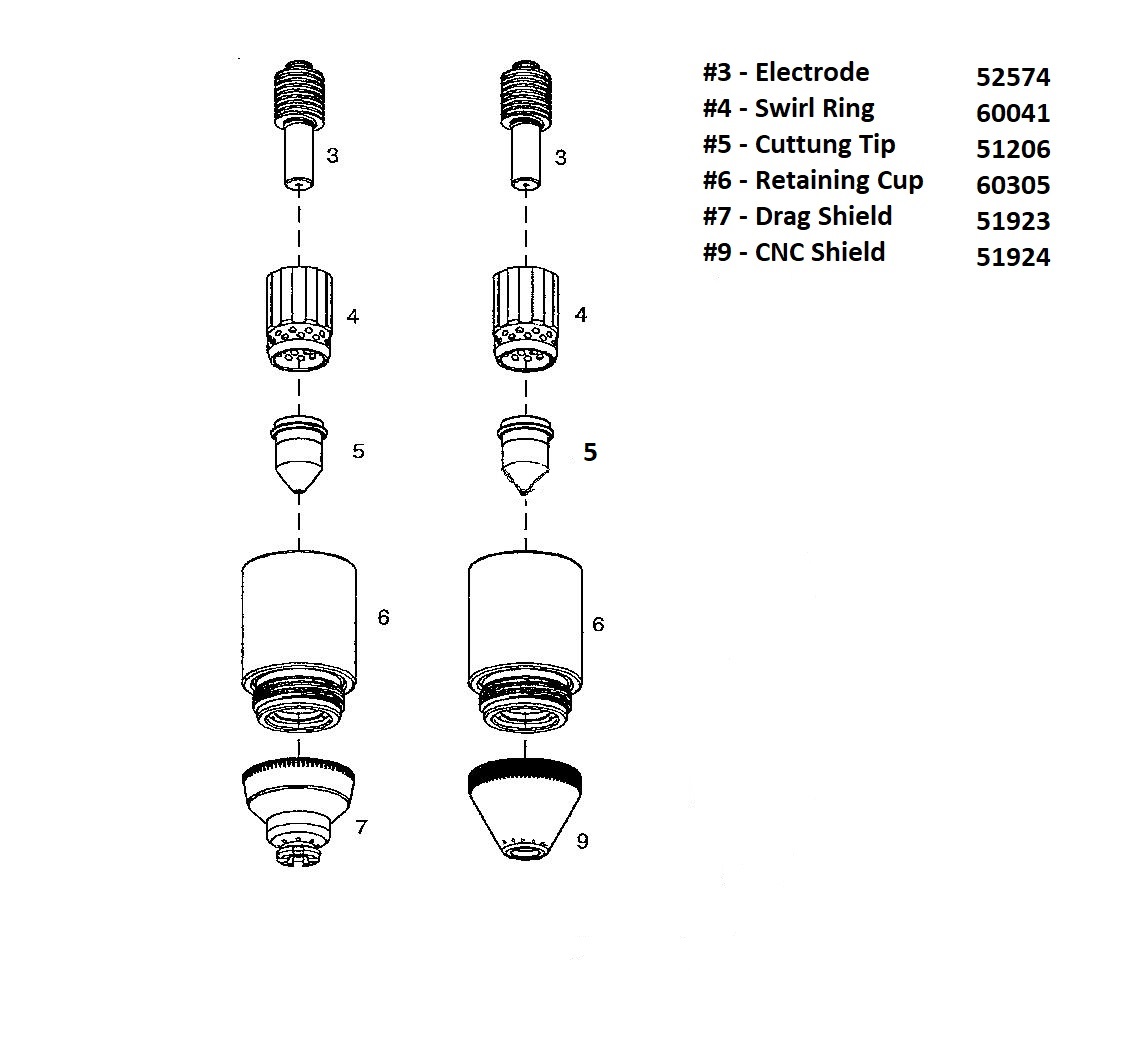
Now lets cover the torch consumables. There is the electrode, first part. Then the swirl ring, then comes the cutting tip (some times called a nozzle), then the retaining cup and last the cnc or drag shield depending on what and how your using your torch.
If the plasma cutter worked on the table when it was tested then there is no reason it should not work now unless you have something wired wrong.
If it won’t work unhooked from the table to cut by hand then you have a air or consumable problem.
1 Like
The compressor has been at about 125psi the whole time, only adjusting the regulator inside the plasma cutter box for lower pressure to the torch.
I will see about adding a dryer and trying to get a higher cfm compressor, maybe I can rent one to verify it before spending the extra cash.
Make sure air pressure while trying to cut is 65-70 on the gauge of the plasma cutter
1 Like
This came up elsewhere on the forum - Check continuity for your work clamp to the RazorWeld. It’s possible something came loose in transit. (I’d check from the clamp to the cable post that plugs in.)
1 Like
What do you mean by “the cable posts that plugs in” a location inside the machine, or simply the end of the cable?
I would start with end of the cable, on the lug.
1 Like
The cable that your work clamp connects to the plasma machine, the cable inside that connector has been known to come out of the lug, a mild pull test will be the tell.
