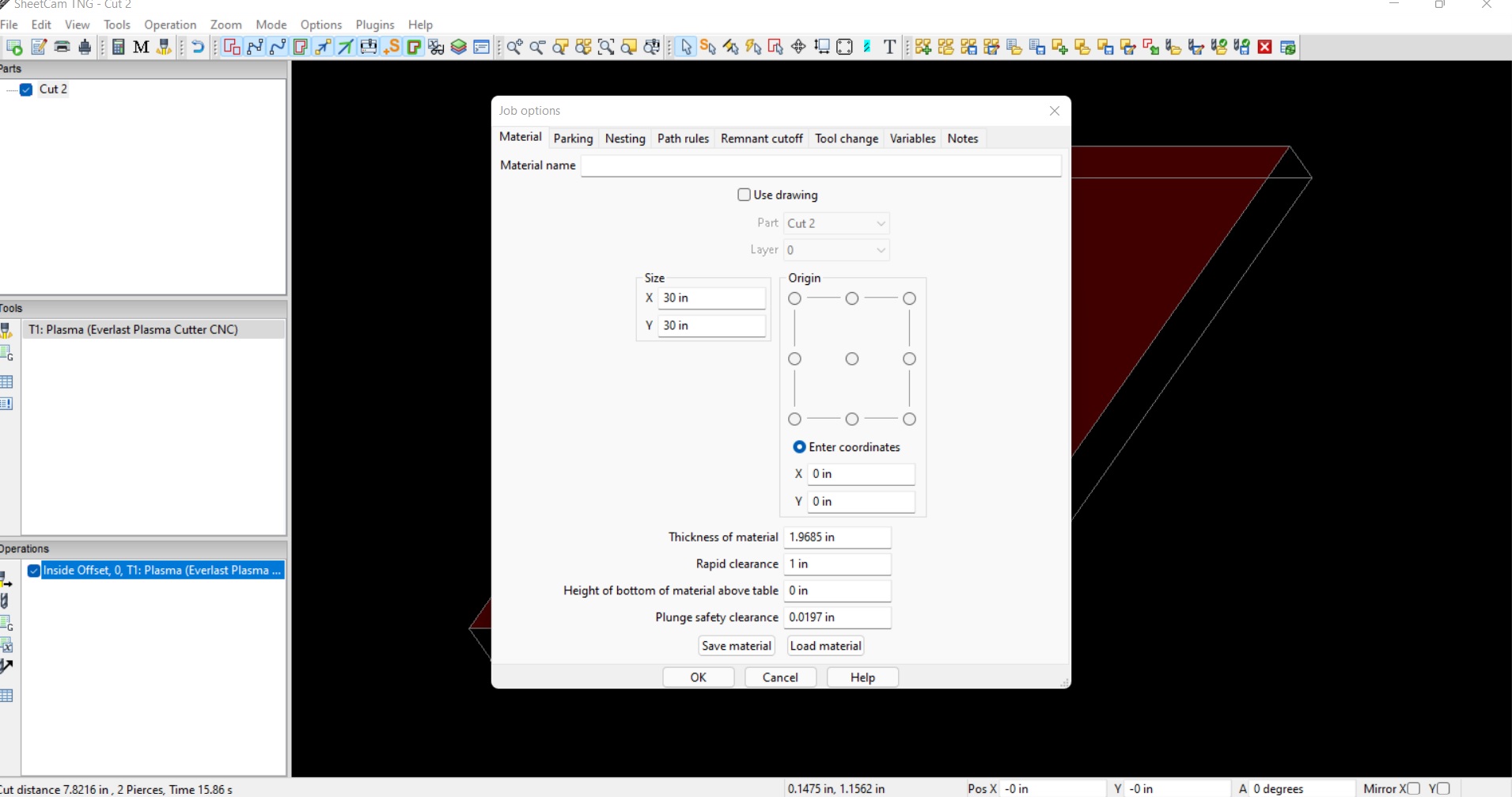
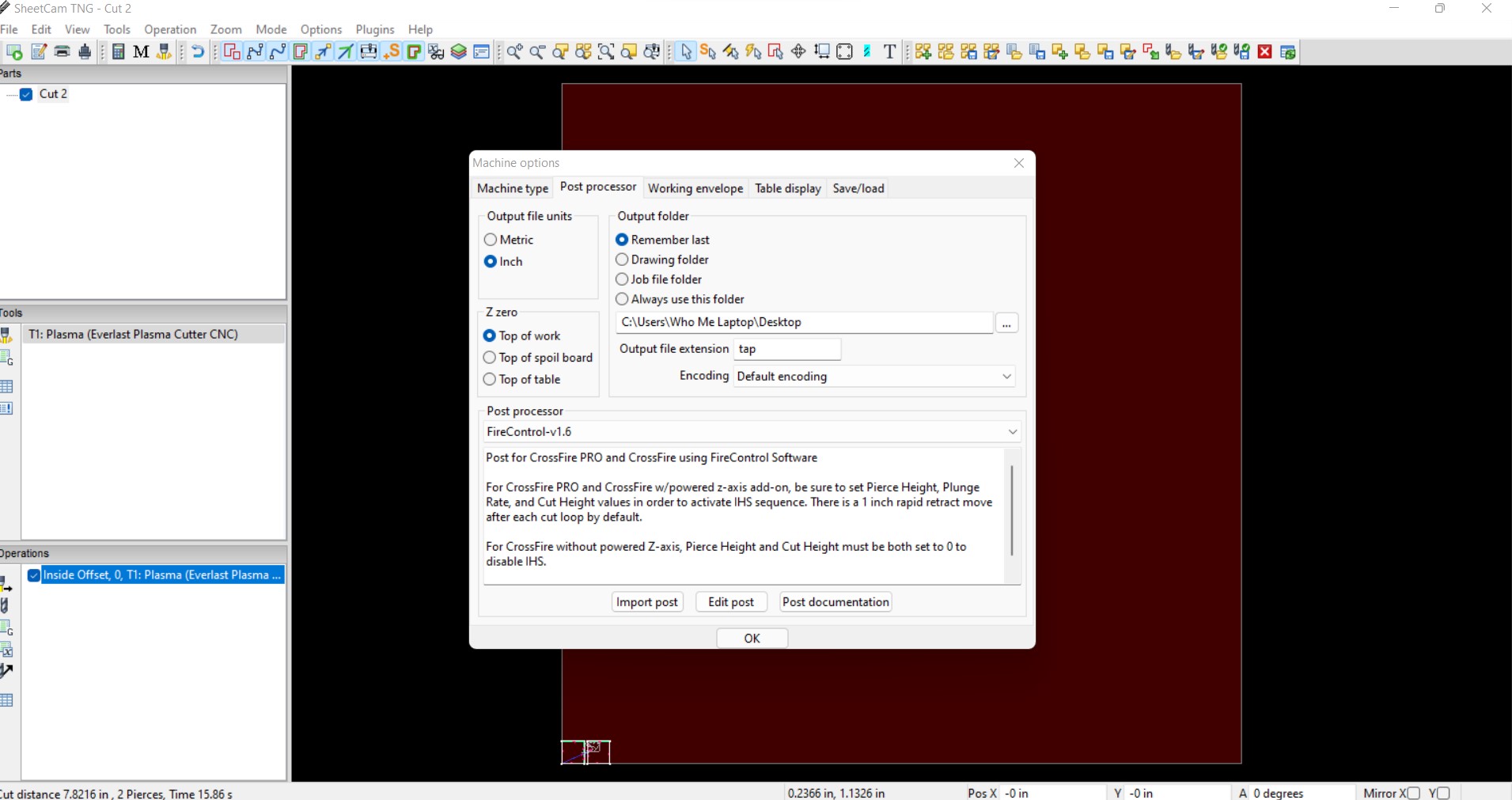
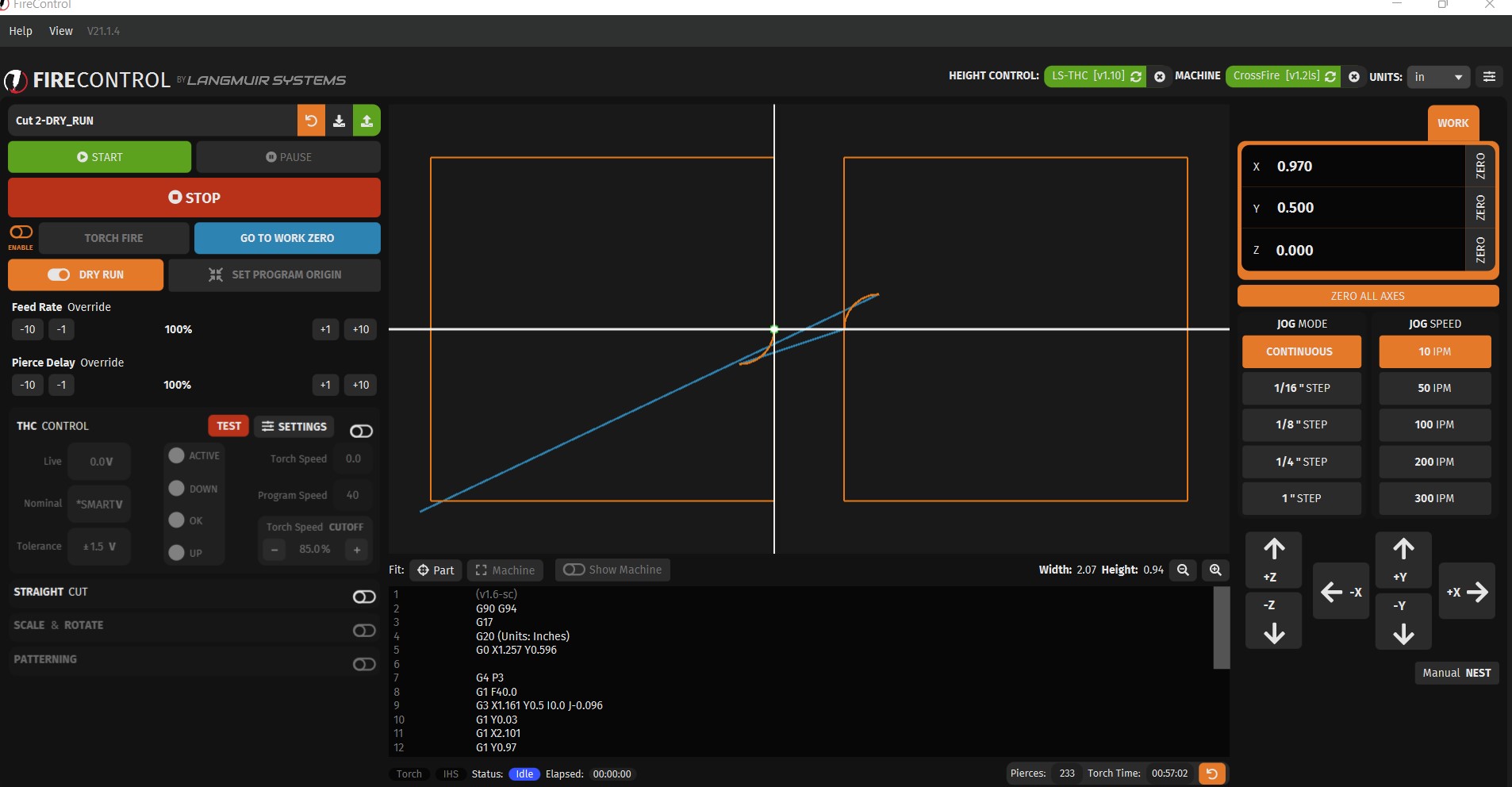
I have a CrossFire CNC plasma table with xl expansion kit, and (CrossFire Z-Axis + THC Upgrade Kit). The machine has been working great for years and is a work horse. But I was trying to get the Rapid Clearance to work this last week and it dose nothing. I am using SheetCam & fire control. In SheetCam under (machine option)-(Post Processor) I have FireControl-v1.6 Selected. Also under (Job Option)-(Material) Rapid Clearance I have it set to 1 in. But when I run the code in FireControl nothing happens. The torch never move up. I can move the z-axis and the THC seems to work. Also when I do a dry run the z-axis should move but it dose not. Finally I have Everlast plasma cutter 50s and using the div input for the THC.
In looking at your G-code. I can see that you are using the “Firecontrol v1.6 TD mod retract” version of the post processor that is available in the Sheetcam post processor library. I know your photo shows differently, but the code was generated with that PP, because the first pierce delay is 2 seconds longer than the second one and the retract height is 2", instead of the standard 1" retract height.
I should note that you don’t have to do anything to get the 1" rapid clearance retract height. It is built into the post processor.
Doesn’t sound like a ‘Dry Run’ to me… but that’s just me, I guess. I’d want all movements except Torch firing during a dry run. I have that on my system (not FireControl).