Quick question on the waterpan. Does anyone know what type of stainless is used? Going to make a small modification and want to keep the same materials.
Thanks
1 Like
Did not know they had stainless pans mine is just carbon (XR)
CrossFirePRO pans are definitely stainless… can’t say for sure what grade of stainless though. Not sure if there is any way to actually figure it out unless the @langmuirsystems is willing to disclose it themselves??
-TM
1 Like
Its probably 430 ss because its cheap to manufacture and is hghly machinable. But It could be 304.
Anyway it will weld up nicely if thats your plan.
3 Likes
Can you use the same TIG filler rod for either variation of that SS material? What would you recommend?
-TM
1 Like
I mostly use 316 #4 at the shop for countertop fabrication.
Looking at the pro pan I’m going to guess 304 2B.
If you’re worried about to dissimilar stainlesses just grab a few rods of 309 and call it a day.
Standard stainless filler rod would work for welding 304 to 316. But if you have any doubt use a 309 filler.
9 Likes
I agree with TinWhisper 309 if you can get it. 304 will work fine too. Thin stuff low amps!!! Some where on the forum is a good example of pan prep prior to welding. You probably don’t need any filler rod. Just fuse the them together.
8 Likes
I use ER312 filler rod for most of my steel/stainless welding. Its a very versatile rod that works with dissimilar metals. The main reason that I have it is from welding bicycle frames. It works great on 4130 steel tubes and can be used to join stainless parts to 4130(and other alloys) or mild steel.
If you are just welding the pans together, no filler is needed. Just fusion weld the two sides together.
6 Likes
I had my pan welded up and had 3/4" SS couplings welded to the drain holes and SS bolts welded into the screw holes. The machine shop that did it didn’t have a problem with welding the different things together if that helps…
3 Likes
@Bigdaddy2166 yes doing some welding on it. I dont like that tiny drain that comes standard so i was planning on welding on a half coupling. I would probably lathe to a near press fit then fusion weld the inside and fillet weld the outside.
@TinWhisperer 309 perfect. Have nearly a full tube from the custom generator exhaust.
Thanks everyone for the input. I appreciate it.
4 Likes
I agree with the assumption it’s 304 as it is most common and cheaper. It is commonly welded with 308 filler but any 300 series filler will work for this application. I would be surprised if anyone could tell the difference while welding it or by a visual inspection after. I know I can’t.
3 Likes
I as a welding engineer would use 309L on it. Very good for dissimilar metals. Stay away from the 350 series and the 410 series .
1 Like
Got any pictures of what you did? Going to be draining my water table, and welding the two pieces together here in a few days. Did you flatten down the center edge, or just fuse weld the tops together?
My advice would be only grind out bolt holes enough so that you can easily get in there to weld.
so here is what I did…I bolted the 2 side together and fastened them to the frame…then I put 1/4 water in each pan…then fused the standing rib between the bolts…then I removed the bolts and fused the rest…
the water prevented any warping…
then I filled the table with water and ran a compressor air gun along under the seam looking for any bubbles…touched up couple of places…has been 2 years and no leaks
6 Likes
Anyone use Silicon-Bronze for a filler rod on this project?
I’ve been playing around with it on mild-steel work in my shop and it’s pretty easy to work with. Flows out really nice, allows you to keep the heat down and since this isn’t a stuctural repair it seems like it might be an appropriate place to give it a try.
-TM
1 Like
Ideally you should never have to use filler to fuse those edges together.
This should be a autogenous welding operation.
6 Likes
for the “not above average mechanical mind” person…it translates to…
(inside joke for the ones that know)
Autogenous welding is a form of welding in which the filler material is either supplied by melting the base material or is of identical composition.
6 Likes
I am certainly not an auto genius, but I often pretend to be one on my Instagram page…
![]()
-TM
3 Likes
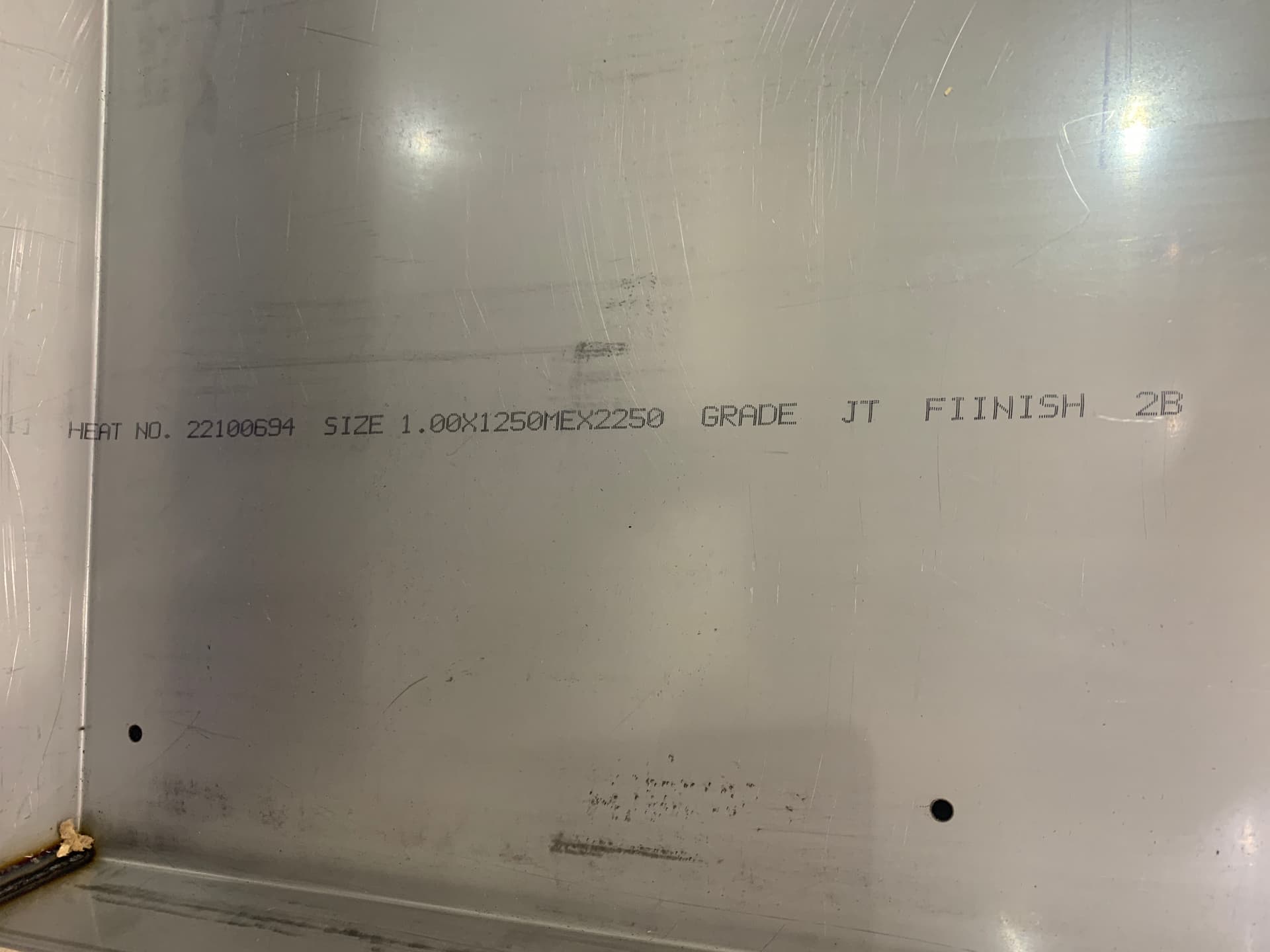
For those still following along here are a few new nuggets of info:
Pans are made from 200-series stainless. Found markings on the pans when I started unboxing this weekend.
Basically looks like you can weld with a standard 308 or 309 rod without issue.
I bolted and squared-up the trays and got a nice tight fitup and decided to try some autogenous welding. ![]()
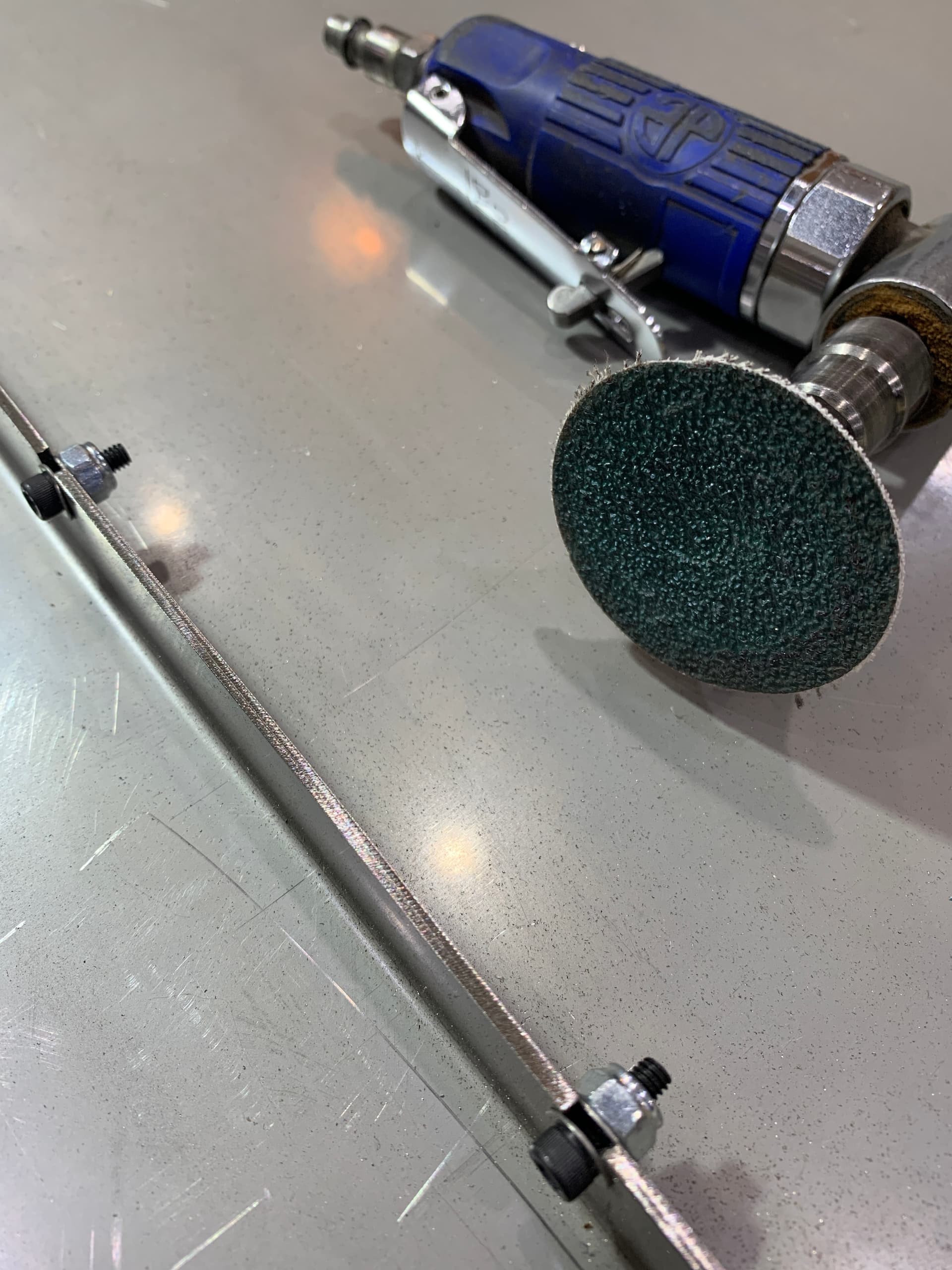
Which came out fine…

Now that the main runs are complete, I can go back and remove the bolts… grind those areas into a more accessible profile and TIG those shut as well.
The other thing that felt like a “Might As Well” moment was dealing with the through-holes that were drilled in the pans to mount it to the table frame. Just felt like more places to invite leaks so I bent up some flat stainless into L-brackets so that the table could be secured from underneath. Tabs are puddled to the trays using the factory holes and seals them up in the process…
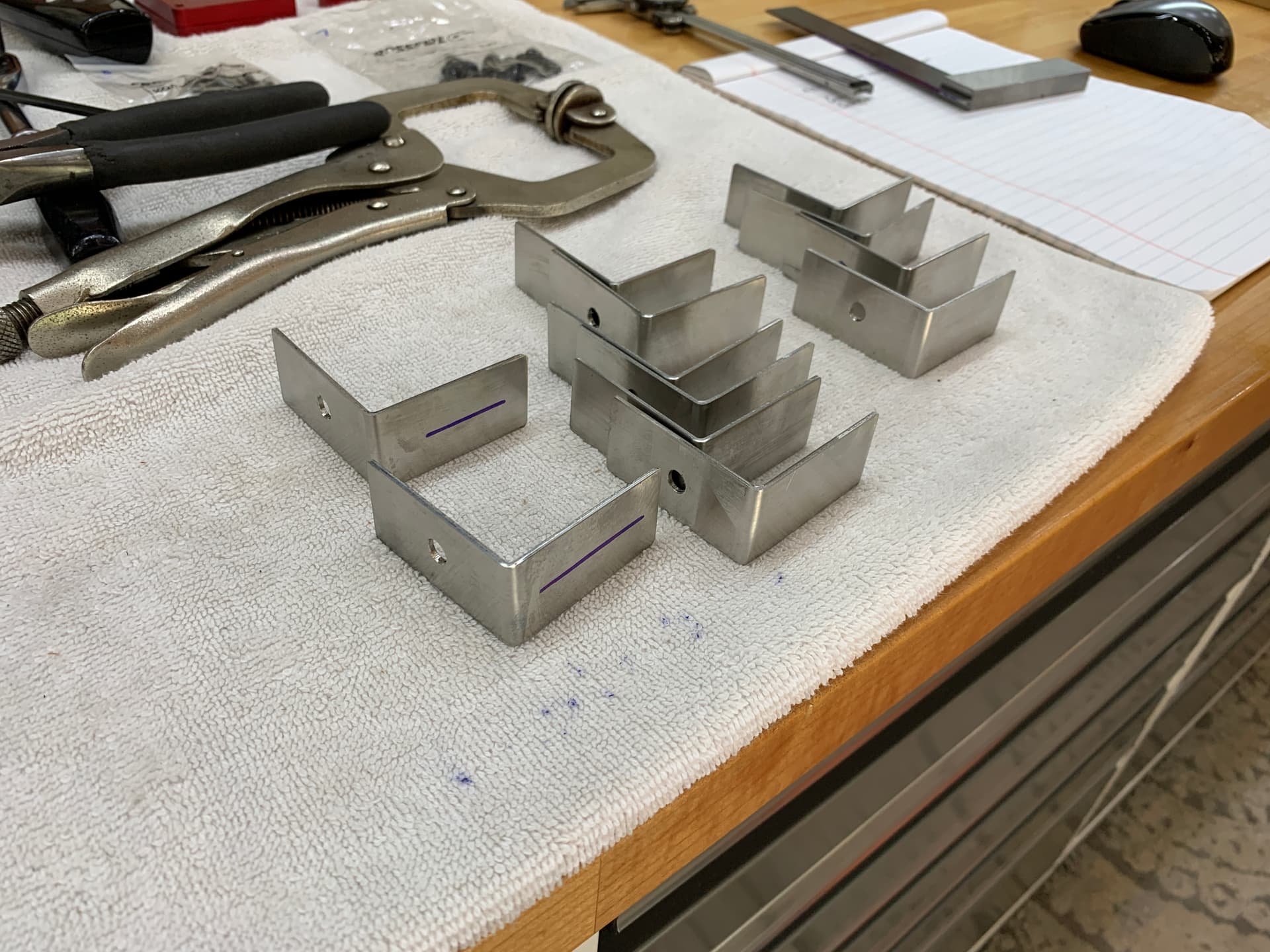


I’m sure I’m not the first person to think of it, but have not seen the tabs used anywhere that I’ve looked so far on these forums.
-TM
9 Likes