Question on cutting stainless. I have these unknown alloy stainless sheets that use to be kick panels and every time i cut on it im getting a very hard dross even an angle grinder struggles to get off. Its 18 gauge and ive tried speeds from 50 to 300 ipm, air from 55 to 90 and amps from 20 to 60, used consumables or new, there doesnt seem to be a sweet spot. Steel and aluminum, no issues at all, can literally scrape the dross of with fingernails but these sheets, just awful. If it matters i am using a water pan. Any thoughts?
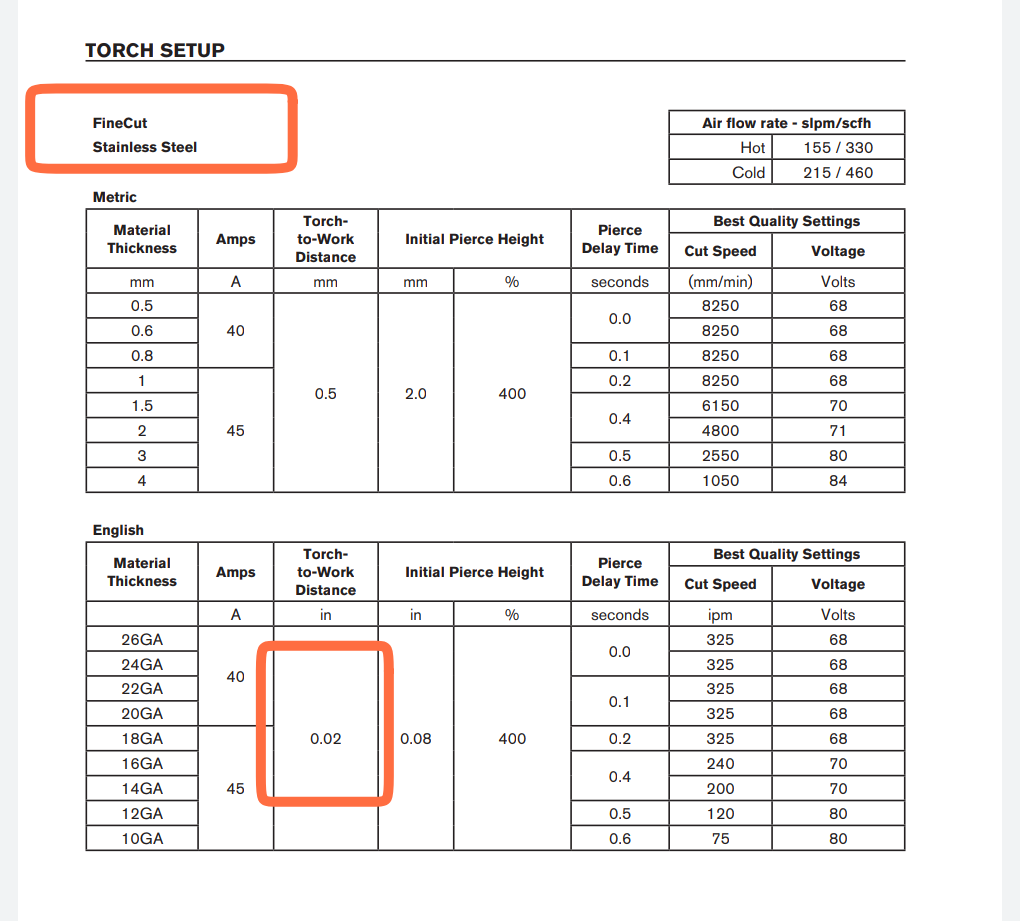
I keep mine at .02 also. I don’t have many problems with Stainless. I rarely cut 16 ga though. Most of mine is 11ga 308 or 316.
Not sure of the dynamics of it but it works.
I’m sure TinWhisper has the answer? When I first started TinWhisper help me dial in cuts with THC voltage adjustments. Best cuts ended up at .02.
Welcome. As fast as I can cut it while maintaining the geometry is another rule of thumb I try to stick to with stainless steel.
Also the water pan is full as it can be and preferably the first cut of the day so everything’s nice and cool.