I understand my question is not going to be ideal but the equipment I currently use is all I have right now. I run an older model Craftsman 6HP 30 gallon 150psi oil less compressor. It delivers about 6.8 scfm @ 90psi and has been running strong for many years. the scfm is speculative of what it can do best case so give or take from that.
I paired my table up with a Hypertherm PowerMax 30 (older version before 30XP). My plasma cutter states it needs ~4 scfm @ 80 psi. Using my compressor for manual cutting does just fine as I was cutting small brackets and such. Now that the wife and I are trying out some artwork projects, I am starting to see the compressor pushed. Instead of me pressing the stop and start button in Mach3, has anyone modified their gcode or come up with a solution to stop the cutting path so the compressor can “catch up”.
Totally agree, not ideal but for the small work we do and just starting out, it’s what we have.
In the G code text file you can insert pauses wherever you think they’ll be necessary to give your compressor a chance to catch up.
M05 is the g code used to turn the torch off after each code. On a new line after an M05, write ‘G04 P5.0’. That will pause motion for 5 seconds before moving on to the next cut. If youneed additional delay, you can make the P value whatever you want.
Thanks so much for the reply. I thought along these lines as well and wanted to ask before trying, haha! I guess I could have assumed and gone full bore, lol!
Well kinda. The dwell time is the time between when the torch turns off and the movement to the next spot. This would be the only time that changing the dwell setting would adjust. So if you had a rotating spindle on the machine it would let the spindle come to a stop before changing positions.
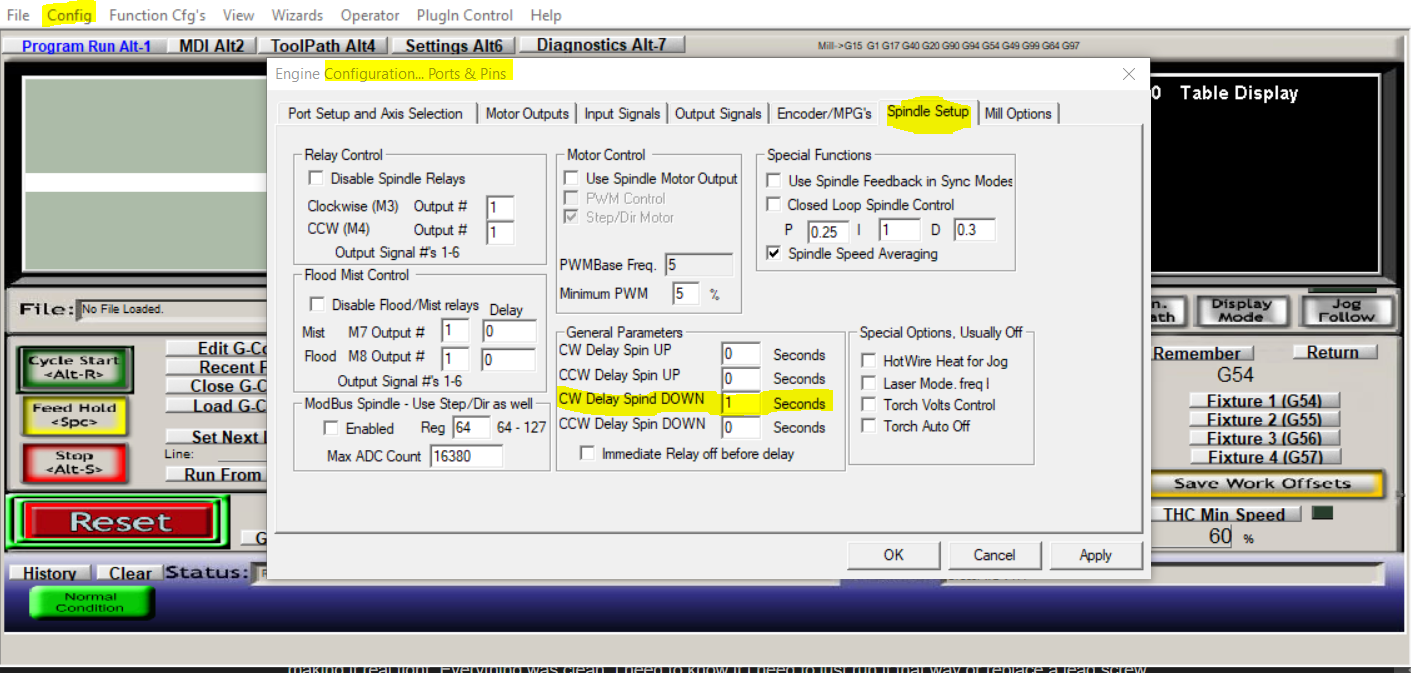
Config, ports and pins, spindle setup, cw delay spindle down. Change the time. Apply. Ok. Config. Save settings.
Change this time to how ever long you want it to be.
You could still add some g code for a longer pause before a long continuous cut to let the compressor catch up.
@Burgs04, thanks so much for the explanation. This is more of what I was looking for. I’ll give it a try next cut session and let you know how it goes. Also to Daniel and your points, in the future I do see gcode modification on my horizon as well, haha!