So… just started working with a 82i on a Crossfire PRO … first cut yesterday turned out pretty dang good for a first attempt.
TEST gives me 70.1V consistently. Torch Height Control seems to work well but I’m new at this. I’m using RAW voltage cause everything I read says I need to for this machine.
Machine torch (I forget the model…) 40A, 50 ipm, 64 psi, 1.2 nozzle this thing came with… kinda where it seemed to want to run… though, this does not seem ideal at all… dross wasn’t bad and almost all came off by hand… but my kerf was skewed really bad on the way through, as in, about half the material thickness in ‘drift’ which made my openings ‘smaller’ if u follow what I mean… so first instinct tells me I need more amperage… I did find some posts here with recommendations for settings, but it was with different machines.
I could use a little help with initial settings.
I destroyed a couple tips just to get through one part… slag back up to the tip… melting it… so I’m doing something really really wrong here lol… are there tips specific to aluminum? Is it a distance off the material setting, and can I even adjust that, or should I, when using the torch height controller?
Final Q for now: I ran the file that came with the machine for break-in or test or whatever, and Lang didn’t change the file to account for limit switches, so the machine went and crashed and pinched the cables and stuck on limit, locking me out of jogging the machine off the switch… so, when this happened/happens… I need to shut the thing off, and manually roll the screws over to get the thing off the limit switch so the software isn’t stuck… know what I’m saying here? Is there a way around this without having to do it this way? Seems crazy to me… it’s happened a couple times, and this is/was mostly user error and won’t happen much anymore, if at all, but if it does, there has to be a better way right???
Sorry, I don’t do Facebook or ever will.
40 amps
Cut height.06
Pierce height. .12 - .15
Pierce delay .7
70 psi, not 64 70,70 70…
46 IPM.
If you have some MIG welding nozzle gel, put a little on the tip before cutting.
The smaller the tip, the smaller the kerf will be.
1.2 mm should do.
That is my settings for 11ga 3000 series aluminum.
The Mig gel will keep the aluminum splatter from sticking to the tip and screwing with your THC.
Disconnect the limit switches; you will thank me later.
Copy that… Thanks for the info… For small and precision stuff, say I want some .17" holes (circles), I’d want a smaller tip than 1.2 right? I haven’t done a ton of testing yet… I figure I’ll orders some different stuff to try out, but I’m just curious… and how does changing to a smaller tip change my settings? smaller tip lower or higher amperage? Does it change any of that? I imagine it would?
Limit switches. It is unnecessary for anything except indexing a job more significant than the table—more trouble than they are worth. The only reason they put them on is to keep several people that I guess could not keep from smashing the carriages into the end. Of course, this is my opinion and the 50 or 60 threads from limit switches that don’t work.
As for .17 holes, you will probably need to run the lead in and out in fusion off. And set it to the center.
Kerf width gets more comprehensive with the more significant the tip.
Now, I’m not a sign guy. I pretty much leave mine a .057.
But that won’t happen if you’re in the signage biz.
You can test your kerf width by cutting straight lines with different size tips and measuring the width with a set of calipers. This will give you an idea of where to set it in fusion.
I might be talking apples and oranges but this is what @mechanic416 says of the different tip sizes with PrimeWeld Cut 60:
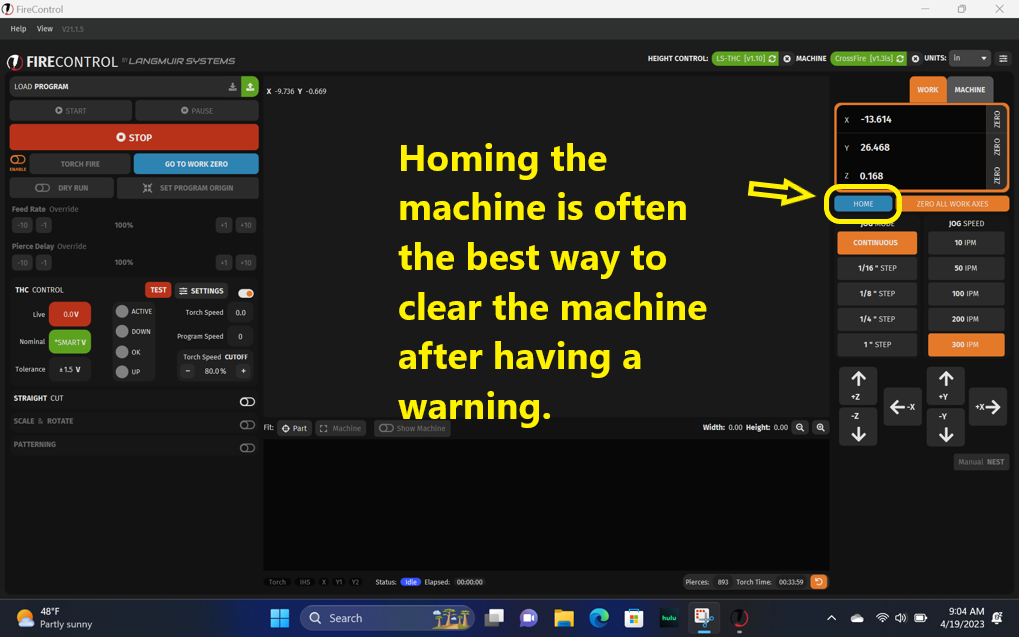
As for limit switches, definitely turn off the soft limits for them right now. To stay within the cutting boundary, if they are set up correctly, you might need to “home” the machine first.
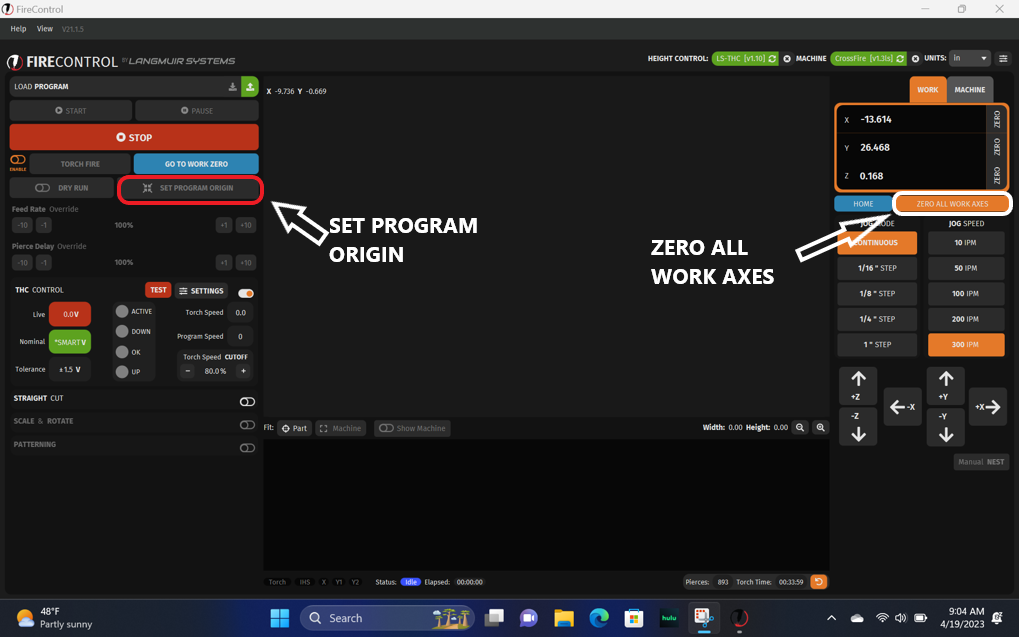
Then move the torch to the area that will signify your starting corner. Zero all axes at that point. Without moving the torch, click on Program origin and pick the green box that best represents where the torch is currently located (as per your expectation of where your design will be cut)
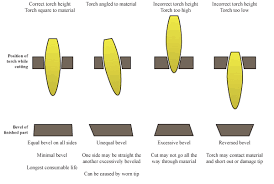
Aluminum is very messy stuff but your bevel seems to indicate your torch is too close to the metal or the nozzle is worn out. What you are describing is that the material is being undercut on the bottom-side of the plate. Is that right?
yeah, the undercut/bevel is in the same direction at any position… machine torch is straight… i don’t get it, but very likely caused by a blown out nozzle… next time I’m on the machine i’ll be going over the info I’ve picked up since last messing with this… i was messing up nozzles faster than a guy can say ‘ope’
I ended up drilling all my small screw holes to clean em up… most everything else was pretty decent aside from bevel/undercut… but i highly doubt any of my settings were correct, and i know i didn’t change anything for a height setting… i posted with sheetcam cause that’s what my buddy wanted to use… so whatever the default was from there for this thing i suppose… i’ll be learning how to post from fusion here today or tomorrow when i have time to search the google box
Now, if your torch is mounted at 90°. Use a square to check the carriage adjustment of the X direction. There are set screws to adjust it if it’s off.
This illustration shows how an bevel is dealt with. If the torch cut settings are too high, you will get a bevel on the top. If it’s too low, the bevel will be on the bottom.
If the tip is blown out, all bets are off.
Get with George mechanic416 on this forum for your supplies.
As for the .17 holes you are trying to cut. This is an awful small hole for a plasma cutter. I am not saying it can’t be done, but it will be a challenge.
Is that a generator panel? I use those same Drok panel gauges on mine.
I own and operate a ‘small’ sound and light production company based out of Minnesota (I have 4 rigs… we fly our speakers on lifts or stage roofs, basically virtually never ground stack)…
this is one of many panels and boxes/racks I’ll be making for power distribution from generators and panels in buildings… anywhere i can stab to cams or lugs…
I’ll be making and selling a bunch of configurations, both assembled units, and raw panels…
Yeah, .17" is small… but… seems doable with a smaller tip if I can get it clean enough… i don’t mind drilling em out as needed so long as the hole isn’t too oversized… and they don’t really need to be that small… I just want to make tolerences as tight as I can and not rely on pan heads to cover gaps, and I want parts to align as tight as possible without need to manually align and tighten bolts to hold stuff… I want as good a fitment as I can get with this thing.
I know I’m asking a lot of it, but that’s th point… make it do as good a job as I can get it to, and that will be plenty good.
I can’t read the graphic, but it’s doing what the second one is… and I’m betting it’s the nozzle… but, then, I toasted a nozzle like halfway into this panel…cause the torch is straight… i’m crazy meticulous with setting up hardware, and squared the living crap out of everything… my FDM 3D printer bed is within .001mm at 70C … the OCD forces me to make stuff as good as I can lol
so far so good… but we’ll see… first fail is the Everlast not being able to do divided voltage with the Lang THC apparently… we were sort of thinking of grabbing one from china rather than buying the lang… maybe we should have? Or maybe we should have grabbed the plasma from Lang… but…
What’s it matter. right…? I don’t know what I’m doing yet and I’m not running shielded consumables either… and… I don’t know what I don’t know, ya know?
i learn fast though… isn’t gonna take long with google, and the help here, to get this thing really singin…
Totally agree. And @TableSyrup you have probably already encountered the fact that after the metal has been cut with the plasma torch, especially mild steel, it will be tempered due to the heat and drilling is very difficult. I don’t think aluminum responds the same way: I would be interested to hear from others on that matter.
I know I’m a limit switch hater. I have had my table since early 2021 now. I can’t remember the last time I crashed my table carriage into the supports.
Not to mention that the homing position is at the wrong end of the machine. If you like them, I understand. We still love you. You make me laugh every day. It just gets old when every 10 threads has something to do with these switches.
We still love you too BigDaddy. I know what you mean about all of the issues new folks have with the limit switches. The sooner people can get past the limit switches then they can really start learning the plasma cutting.
limit switches in wrong location or wires switched
FireControl needed to be fully updated and restarted (a few times) and then it magically starts working correctly
Or the boundaries are not set right (as we have already explained)
In the end, those of us that used our machines for more than a year never noticed a problem without them and thought they would really enhance the experience.
Those of us that installed them: At first they gave us grief with all the warnings and alarms that were just plain annoying. Once we got past that, we seemed to be answering more questions related to limit switch issues than one could ever imagine.
We usually let BigDaddy thin the herd, so to speak, of the frail limit switch users.