I am trying to learn the software basics before firing up the torch for the first time. Can someone help me understand the difference between:
Work Zero
Program Origin
Limit switch offsets
If I load a sheet of material, move the gantry to a start point and zero axis, shouldn’t that be the start point? If so, what is the purpose of the program origin? How would it know where the metal is positioned? I don’t know anything about the limit switch offsets, I assume it it an “address” that the machine positions itself to begin the cut. If all of these are true, aren’t they redundant?
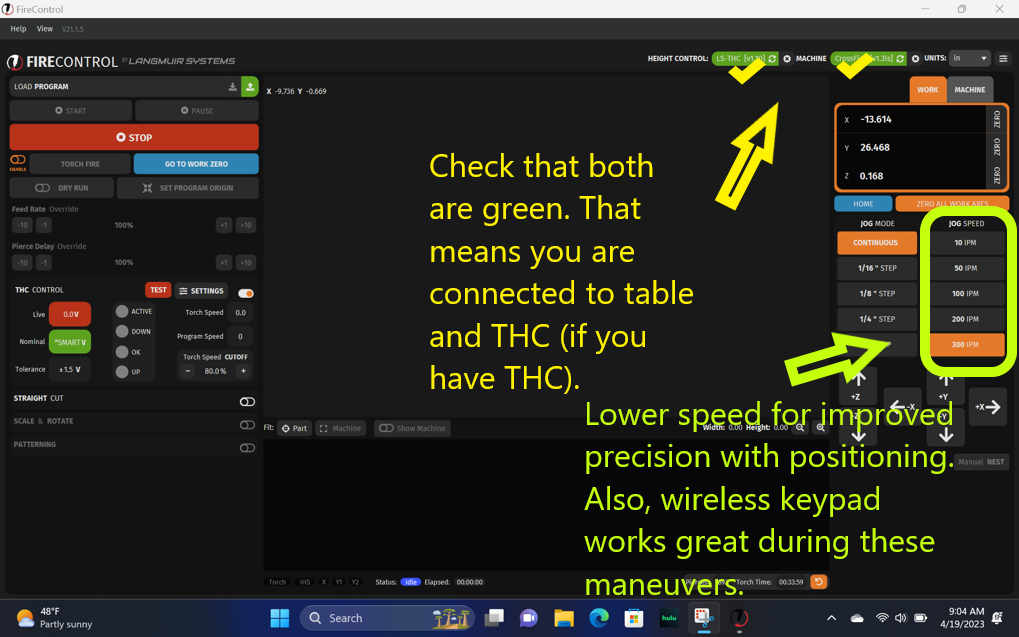
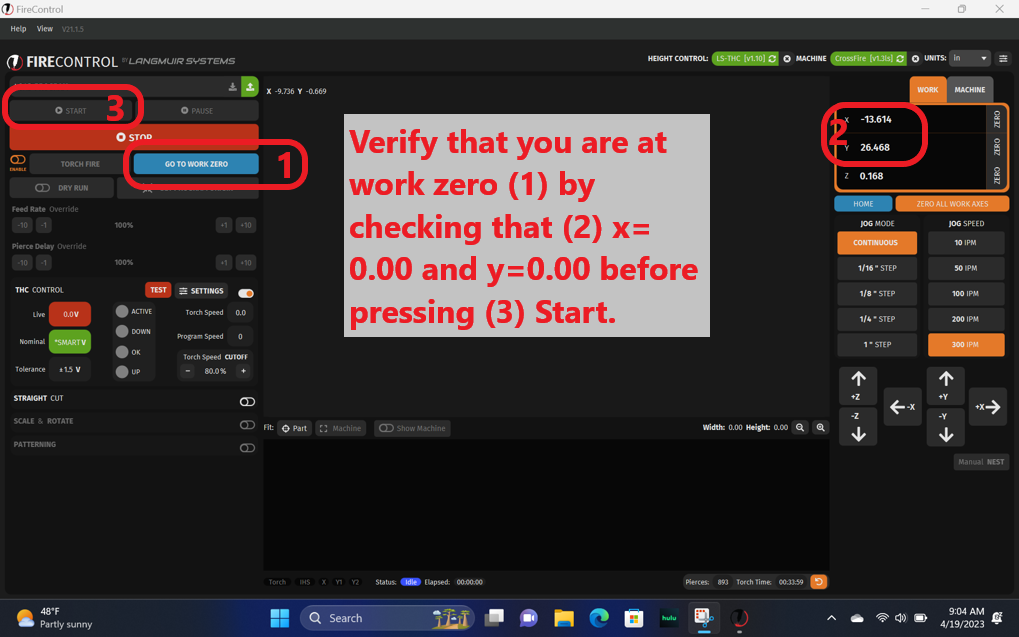
Work Zero, the location that you “zero all axes”. That is the location that you plan for your torch to represent the “Program Origin”. You move your torch to the spot on the metal and then “Zero all axes.”
But…You need to make sure that the file is thinking the same thing so you click on “Program Origin” and this brings up a representation of your drawing with a green square on each corner and one in the middle. Since you likely picked your “Work Zero” to be one of the corners of the image, make sure you tell FireControl what corner of the image you meant. Pick that corner. Now both the image and the torch are synchronized to the same point.
Limit switches: They will behave if you do the above correctly. The soft limits are often the issue but they are trying to tell you where the limits of the table travel are. They are really superfluous if you do the above correctly. They are best for doing large drawings where you need to index the cut and go to an exact coordinate for the starts of each drawing.
Thanks. It’s beginning to make sense. Apparently, I am overthinking the limit switches. I think I need to jump in and make some mistakes. Hopefully, it will fall into place as I do.
Thank you for taking the time to make the graphics. They will be useful to me and, no doubt, others who are struggling to come up to speed.
This brings up another question. I have not purchased the THC accessory. I’m curious as to its benefit. I can see it would be useful for uneven material.
I thought the limit switch kit would be a “must have”, but I’m beginning to think it is as you say, “superflous”. BTW, I set the soft limits and, while jogging the gantry, it trips at the soft liimits; as it should.
However, I was experimenting with the work area setting and that overrides the soft limits and will crash the gantry. I think this is a weakness in the programming. Why have limits if they can easily be exceeded?
I’m anxious to make my first cuts, now waiting for the weather to moderate. 11f degrees in Alabama this morning!
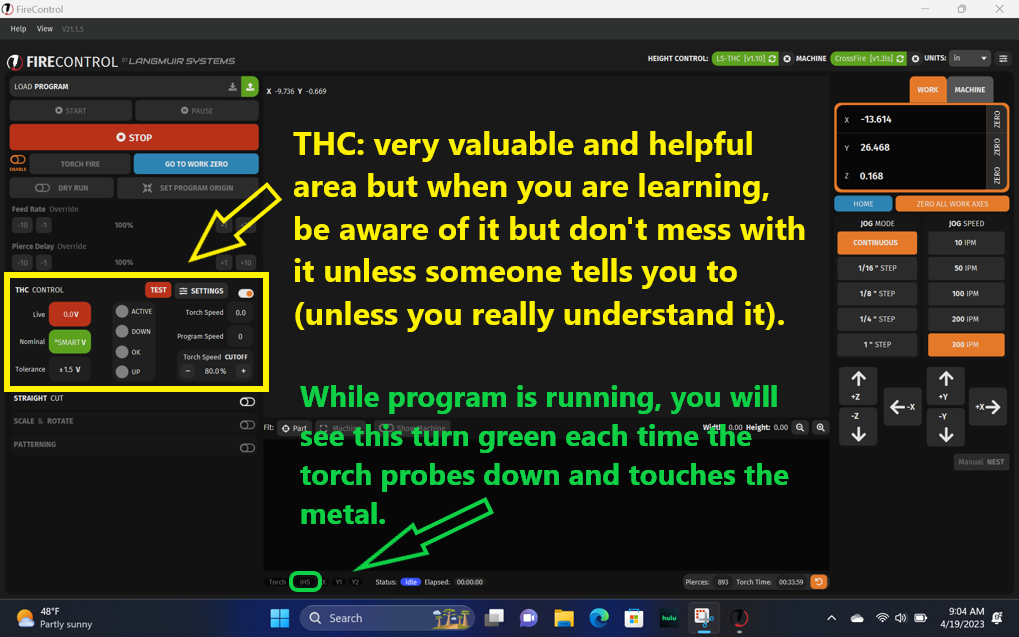
With the powered z-axis, then you would gain IHS (initial height sensing). With IHS you don’t need to worry about adjusting your torch height as IHS will find the plate and set the height.
Also with THC you have the option of setting a “Nominal Voltage” and this is where I have experienced my best cuts. Even if the cut height is wrong, this ‘nominal voltage’ will correct to where the cut should be.
If you are just doing some basic cuts and you don’t mind cleaning up moderate to heavy dross then you don’t need THC. It just makes it look like you know more about what you are doing since the cuts look better.
Lots of people have survived without THC so if you are strapped for $$ and have lots of metal, you can probably dial in a very good cut.
I "attempted’ to make my first program cuts today. All I was able to do was get the torch to fire but it never moved. Just stayed in the same position it fired in. I was able to get straight cuts to work as I cut down some of the 4 x 4sheets of 16 gauge material I had on hand. I am back on the PC searching for whatever step I missed - I prefer to learn this way as now I have a purpose …Lol. I am having a great time learning from multiple different sources.
I agree and I have watched them and did learn quite a bit. I am trying to overcome one remaining problem but I like to exhaust all avenues before posting for help. I learn better by trial and error anyway and at 62 I’m pretty well set in my ways.