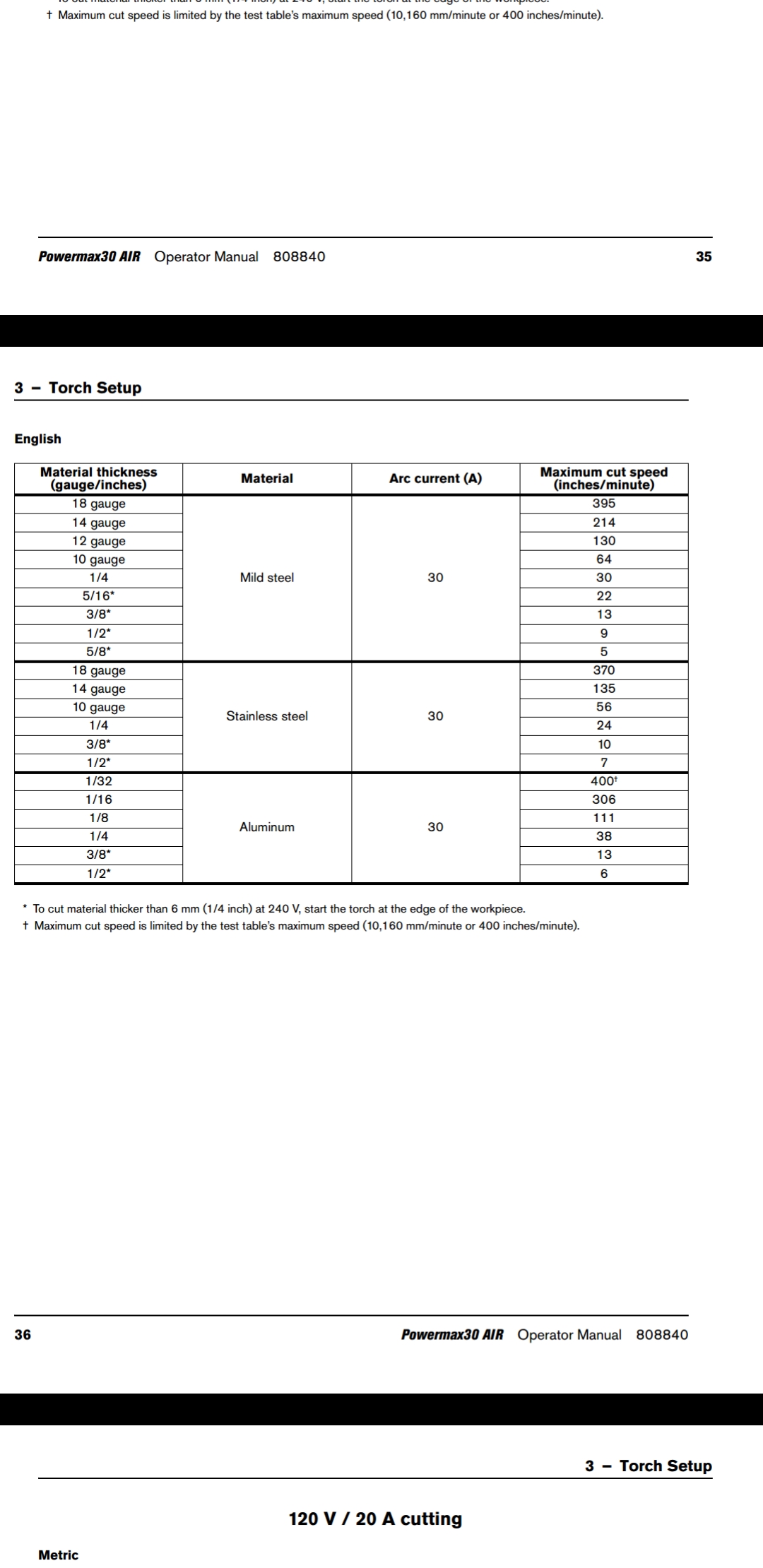
Does anyone happen to know a good feed rate, amperage, and delay for the powermax 30 air for 1/8" steel?
Thanks a bunch.
Does anyone happen to know a good feed rate, amperage, and delay for the powermax 30 air for 1/8" steel?
Thanks a bunch.
Thanks a bunch. I’ll give 60ipm a try.
I’ve got mine set at 50ipm and have it set as close to the metal as possible. With that, it cuts perfect with hardly any slag.
Thanks. How close do you get it to the material? Mine is spaced about 1/8” and it will sometimes splash slag back up into the tip, and connect the torch to the steel plate. When that happens, it moves the steel and messes up the cut.
Thanks for the help.
Blu808, I’ve never had that issue. Do you think that top slag is happening in the initial pierce? I get that sometimes when it is piercing it leaves a small bit of slag on the top, but never to the point where it welds the tip in place. I sometimes let the tip drag on top of the steel, but usually leave maybe a 1/64" between the tip and the plate. That way it will move freely without any fear that the tip will grab and move the material.
That’s prob my issue. My last CNC had a THC, and I didn’t have to worry about the height. I will try it much closer to the metal plate.
Thanks!