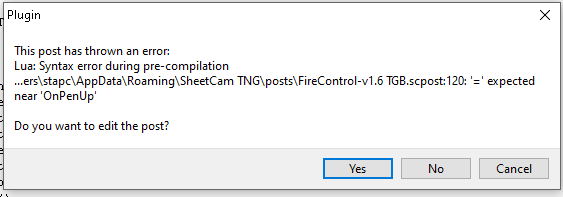
I have posted this before and the solution worked. After a computer fart the Z axis no longer retracts . Here is my code can someone look it over and see where it is wrong? I also get an error code,
Thanks
– Langmuir Systems
– www.langmuirsystems.com
firstPierceTime = 0 --this is an extra delay added to the first pierce as needed by some machines
version = 1.6
local function isEmpty(s)
return s == nil or s == ‘’
end
function OnAbout(event)
ctrl = event:GetTextCtrl()
ctrl:AppendText(“Post for CrossFire PRO and CrossFire using FireControl Software\n”)
ctrl:AppendText(“\n”)
ctrl:AppendText(“For CrossFire PRO and CrossFire w/powered z-axis add-on, be sure to set Pierce Height, Plunge Rate, and Cut Height values in order to activate IHS sequence. There is a 1 inch rapid retract move after each cut loop by default.\n”)
ctrl:AppendText(“\nFor CrossFire without powered Z-axis, Pierce Height and Cut Height must be both set to 0 to disable IHS.\n”)
end
function OnInit()
programSpeed = 0 – variable overridden with fastest cut speed
post.SetOptions(post.ARC_SEGMENTS)
post.SetCommentChars (“()”, “”) --make sure ( and ) characters do not appear in system text
post.Text (“(v”… version …“-sc)\n”)
post.Text (“G90 G94\n”)
post.Text (“G17\n”)
if(scale == metric) then
post.Text (“G21 (Units: Metric)\n”) --metric mode
else
post.Text (“G20 (Units: Inches)\n”) --inch mode
end
post.TextDirect (“H0\n”) – thc OFF, Machine in control of Z
bigArcs = 1 --stitch arc segments together
minArcSize = 0.05 --arcs smaller than this are converted to moves
firstPierce = firstPierceTime
end
function OnFinish()
post.Text (“M5 M30\n”)
post.Text (“(PS” … programSpeed … “)\n”)
end
function OnRapid()
if (math.hypot(endX - currentX, endY - currentY) < 0.001) then return end
if(endX > 1e30) then return end
post.Text (“G0”)
post.ModalNumber (" X", endX * scale, “0.0###”)
post.ModalNumber (" Y", endY * scale, “0.0###”)
– post.ModalNumber (" Z", endZ * scale, “0.0###”)
post.Eol()
end
function OnMove()
if(currentX ~= endX or currentY ~= endY) then
post.Text (“G1”)
post.ModalNumber (" X", endX * scale, “0.0###”)
post.ModalNumber (" Y", endY * scale, “0.0###”)
–post.ModalNumber (" Z", endZ * scale, “0.0###”)
post.ModalNumber (" F", feedRate * scale, “0.0###”)
post.Eol()
if(feedRate * scale > programSpeed and leadinType == 0) then
programSpeed = feedRate * scale
end
end
end
function OnArc()
if(arcAngle <0) then
post.Text (“G3”)
else
post.Text (“G2”)
end
post.NonModalNumber (" X", endX * scale, “0.0###”)
post.NonModalNumber (" Y", endY * scale, “0.0###”)
– post.ModalNumber (" Z", endZ * scale, “0.0###”)
post.Text (" I")
post.Number ((arcCentreX - currentX) * scale, “0.0###”)
post.Text (" J")
post.Number ((arcCentreY - currentY) * scale, “0.0###”)
post.ModalNumber (" F", feedRate * scale, “0.0###”)
post.Eol()
if(feedRate * scale > programSpeed and leadinType == 0) then
programSpeed = feedRate * scale
end
end
function OnPenDown()
post.TextDirect (“\n”)
ihs = pierceHeight ~= 0 and cutHeight ~= 0 --enable IHS if both pierce and cut are non-zero
if (ihs) then
post.TextDirect (“G92 Z0.\n”) – reset Z to 0
post.TextDirect (“G38.2 Z”… post.FormatNumber(-5 * 25.4 * scale, “0.0##”) …" F"… post.FormatNumber(100 * 25.4 * scale, “0.0##”) …“\n”) – IIHS Fast Down
post.TextDirect (“G38.4 Z”… post.FormatNumber(0.5 * 25.4 * scale, “0.0##”) …" F"… post.FormatNumber(20 * 25.4 * scale, “0.0##”) …“\n”) – IIHS Slow Up
post.TextDirect (“G92 Z”…post.FormatNumber(0, “0.0##”) …“\n”) – reset Z to IHS 0
post.TextDirect (“G0 Z”…post.FormatNumber(0.02 * 25.4 * scale, “0.0##”) …" (IHS Backlash)\n") – reset Z to IHS 0
post.TextDirect (“G92 Z”…post.FormatNumber(0, “0.0##”) …“\n”) – reset Z to IHS 0
post.TextDirect ("G0 Z"..post.FormatNumber(pierceHeight * scale, "0.0##") .." (Pierce Height)\n") -- Z to Pierce
end
post.Text (“M3\n”) – fire torch
if (pierceDelay + firstPierce > 0.001) then – pierce delay
post.Text (“G4 P”)
post.Number (pierceDelay + firstPierce,“0.###”)
firstPierce = 0
post.Eol()
end
if (ihs) then
post.TextDirect (“G1 Z”…post.FormatNumber(cutHeight * scale, “0.0##”) …" F"… post.FormatNumber(plungeRate * scale, “0.0##”) …" (Cut Height)\n") – Z to Cut
end
post.TextDirect (“H1\n”) – thc ON, THC in control of Z
end
ffunction OnPenUp()
ihs = pierceHeight ~= 0 and cutHeight ~= 0 --enable IHS if both pierce and cut are non-zero
post.Text (“H0\n”) – thc OFF, Machine in control of Z
post.Text (“M5\n”)
if (endDelay > 0) then
post.Text (“G4 P”)
post.Number (endDelay,“0.###”)
post.Eol()
end
if (ihs) then
post.TextDirect (“G0 Z” … post.FormatNumber(25.4 * scale, “0.0##”) … “\n”) – Z to rapid height
end
post.CancelModalNumbers()
end
function OnDrill()
OnRapid()
OnPenDown()
endZ = drillZ
OnMove()
OnPenUp()
endZ = safeZ
OnRapid()
end