Hey All
I found this cut chart from 2018 posted by @jamesdhatch
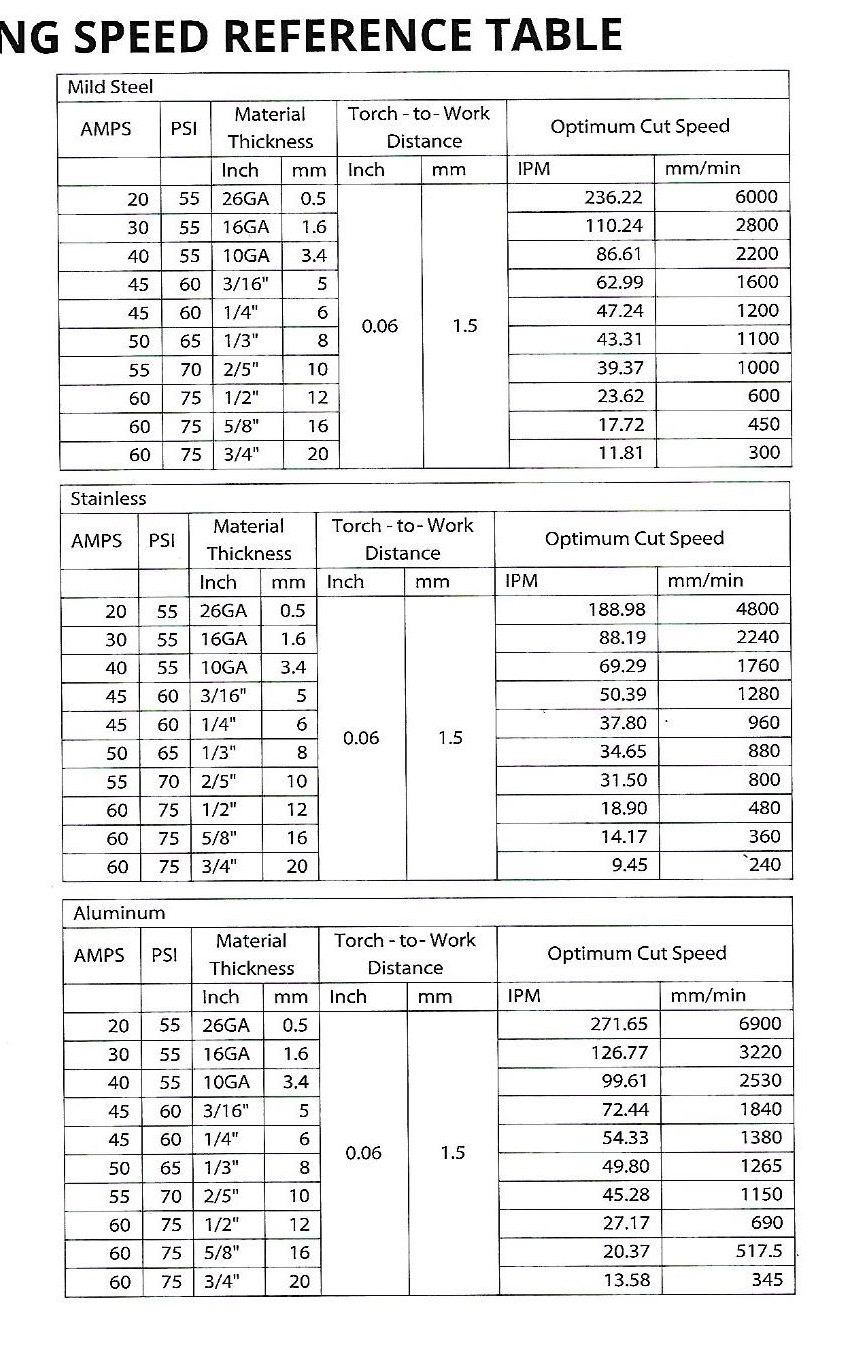
Plasma cut chart
Is this still accurate?
Could I use these numbers as a baseline for my Everlast 62!?
Hey All
I found this cut chart from 2018 posted by @jamesdhatch
Plasma cut chart
Is this still accurate?
Could I use these numbers as a baseline for my Everlast 62!?
Anything on tip size and kerf thickness?
Or on cutting Copper?
That’s the same chart that came with my Primeweld 60 plasma cutter
Yes that is the same chart. It will work with most plasma cutters other them Hypertherm.
Tip sizes in on the chart. Kerf depends on the tip size. Copper takes about twice the amps then steel.
I was hoping to find something for the different tip sizes.
Or is it just as simple a .9mm tip will have roughly a
.9mm need?
That is good to know about copper. I would have thought lower amps.
Thanks
This is what I have found to work with most plasma cutter nozzles/tips that most people have in their shops or garages. NOTE: Orifice hole size 1mm = .03937"
20 amp tip - 0.6mm/.025" - 15 to 20 amps - 50 to 55 psi
30 amp tip - 0.8mm/.030" - 21 to 30 amps - 55 to 60 psi
40 amp tip - 0.9mm/.035" - 31 to 40 amps - 65 to 70 psi
50 amp tip - 1.0mm/.040" - 41 to 50 amps - 65 to 75 psi
60 amp tip - 1.1mm/.044" - 51 to 60 amps - 65 to 75 psi
70 amp tip - 1.2mm/.047" - 61 to 70 amps - 75 to 80 psi
80 amp tip - 1.3mm/.051" - 71 to 80 amps - 75 to 80 psi
This is great. Thanks
We started the RW45 one way back in the original Crossfire days when people were mostly using that machine (from Langmuir). RW didn’t have a cutting chart in their manual.
If your machine has cutting chart you’re better off using that one since it’s straight from the manufacturer.
Or listen to George. He’s been doing all things plasma forever.
I would give it a try