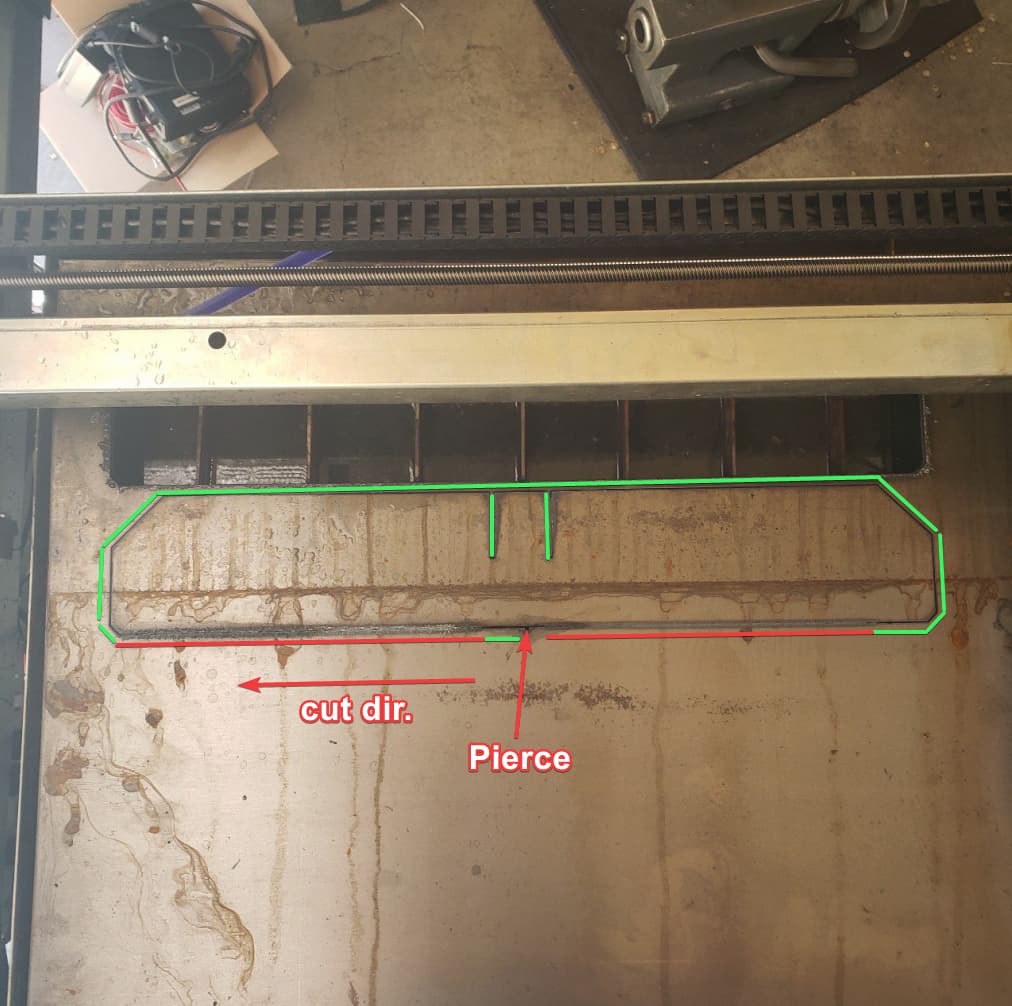
See picture below. The program appears to pierce fine, and cuts for a little before it stops penetrating the material (red.) As soon as it turns the first corner it cuts fine again (green) until it makes it back to the first line, and stops penetrating the material again. The green cuts are the best quality of been able to get so far- Anyone have an idea what could cause this?
After I took those pictures, I moved the clamp from a slat to the workpiece and retried the program with approximately the same results. Can you just start a program over like that?
amps are way to low…1/8" should be at around 35amps
next…how do you know it is cutting at .03?..it is too low…it should be at .06 when measured…setting it at .06 in CAM does not mean it is .06…you need to measure it and adjust for any difference.
also as noted clamp should always be on material being cut.
check consumables…
Weird, I can’t find in my notes where/why I switched from 30 listed in the manual to 25- I’ll try 30A again.
I suppose I don’t know that it’s cutting at .03, but then again I’m not sure what reason I would have to be skeptical about it since that’s what IHS is supposed to be taking care of (right?)
I’d previously tried .06 (don’t recall the other settings) but the results were worse. I tried .03 based off a recommendation from Jim Colt in this Plasma Spider post
I suggest using a pierce height of .150" for all cutting (Fine Cut and regular consumables) and use the cut speeds as listed in the operators manual. Cut height with both sets of consumables worked best for me at about .030" (needs to be closer than the other systems in Hypertherms line for best results).
Took another swing at it and got the best cuts I’ve had by a long shot. There’s some backside dross- I’ll see if .06" cut height helps with that. Used these settings:
careful…your torch height is actually set by your CAM software…then firecontrol maintains that height based on voltage readings…
I ran a straign line and stopped my torch mid cut…measured it…was actuall 0.08…so I adjusted my settings in my CAM software to make it a measured 0.06.
Interesting comment toolboy.
The machine senses initial torch height by making that simple mechanical contact switch on z axis ( XR machine) . We will check actual cut height as you mentioned. Thanks Ken
I wonder what the cause of that is. Do you find that the offset is consistent regardless of the height programmed in CAM? I’ll have to measure mine as well
@autotech I have a Pro table and have the same Z axis system as you…the initial contact sets an approximate height of the torch for pierce function…then it relies on your programmed cut height and then maintains the programmed height by voltage sensing.
@The_Wolf_of_Walmart you are dealing with 0.01 of an inch…and a mechanical system to maintain the height…the height can change from the constant up and down movement…so regular checks and adjustments of this helps…
@toolboy, On the Pro table can the touch off switch contact the coupling if Z is jogged full up? or did they change something on the XR machines Z ? see my latest post had to repair our touch off switch and add a hard stop.
Interesting if THC is turned off then pierce and cut height is controlled off that touch off switch I suspect. I thought that was the way it works with THC as well and THC only adjusts based on amperage during the cut. My thoughts were Z touch off off breaks continuity it zeros the cut height step count and moves up X steps to pierce HT then adjusts steps for +/- cut height. During the cut TCH modifies cut ht from baseline based on amps.