So I’ve had the crossfire for a few months now and really haven’t had any issues with it until I recently ran into a new issue with the pierce delay…or so I think.
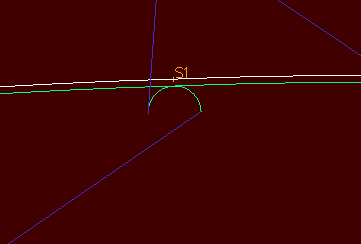
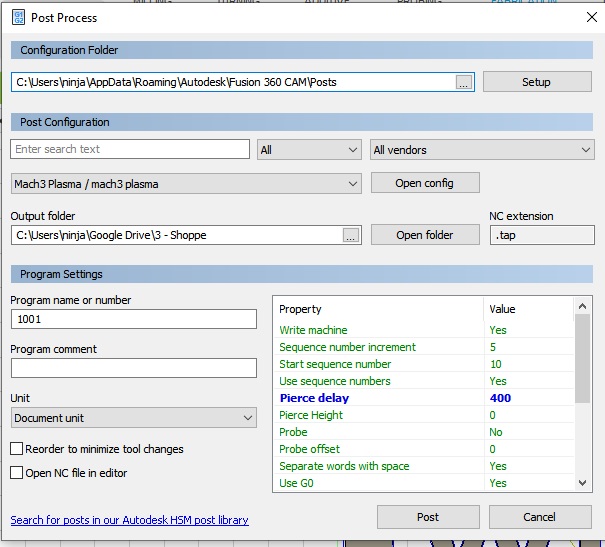
I adjusted the pierce delay to 888 as proposed by the shift in post processing recommended on this forum, however, I am now getting cuts on the outside of where my pierce delay attacks.
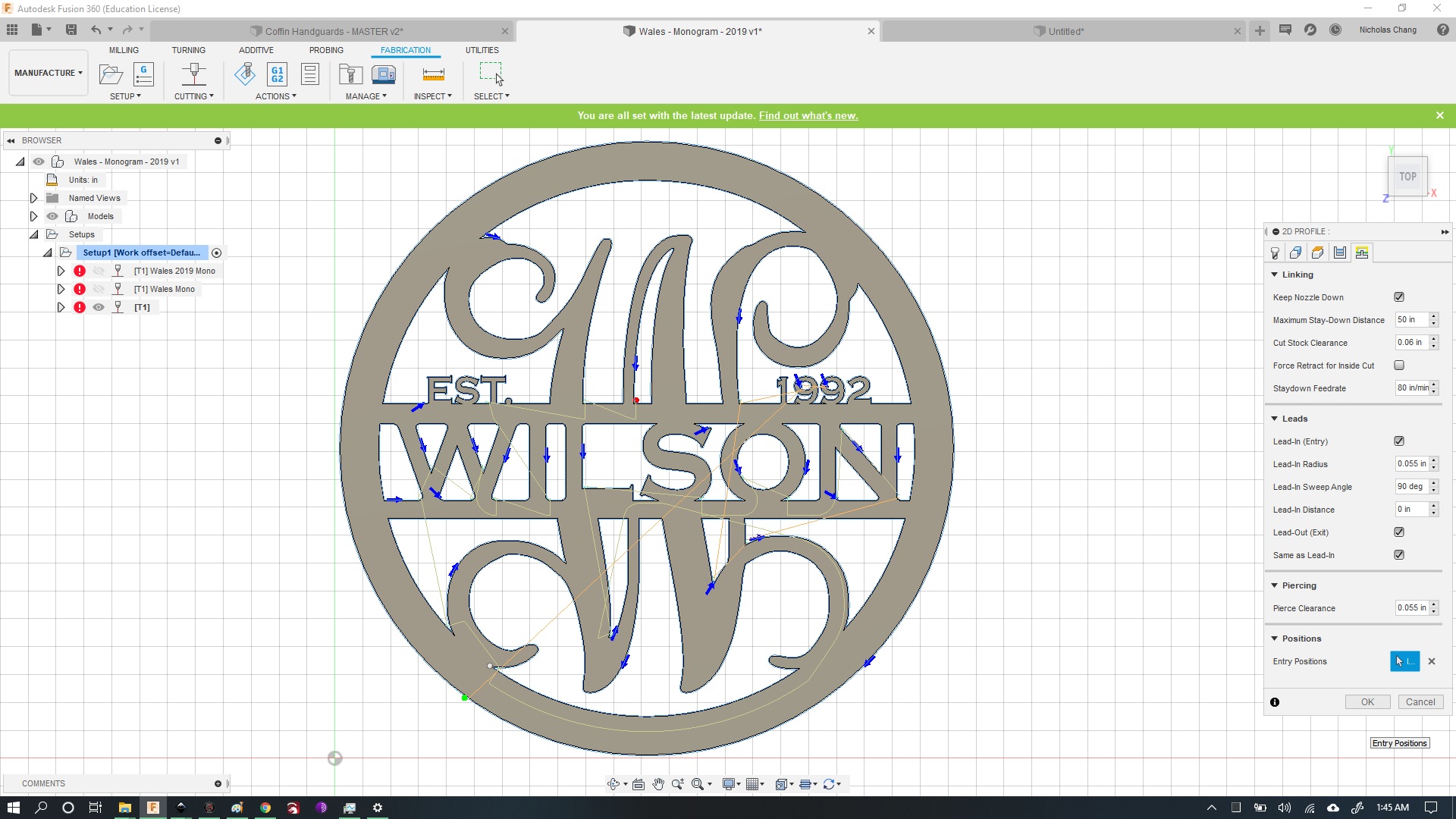
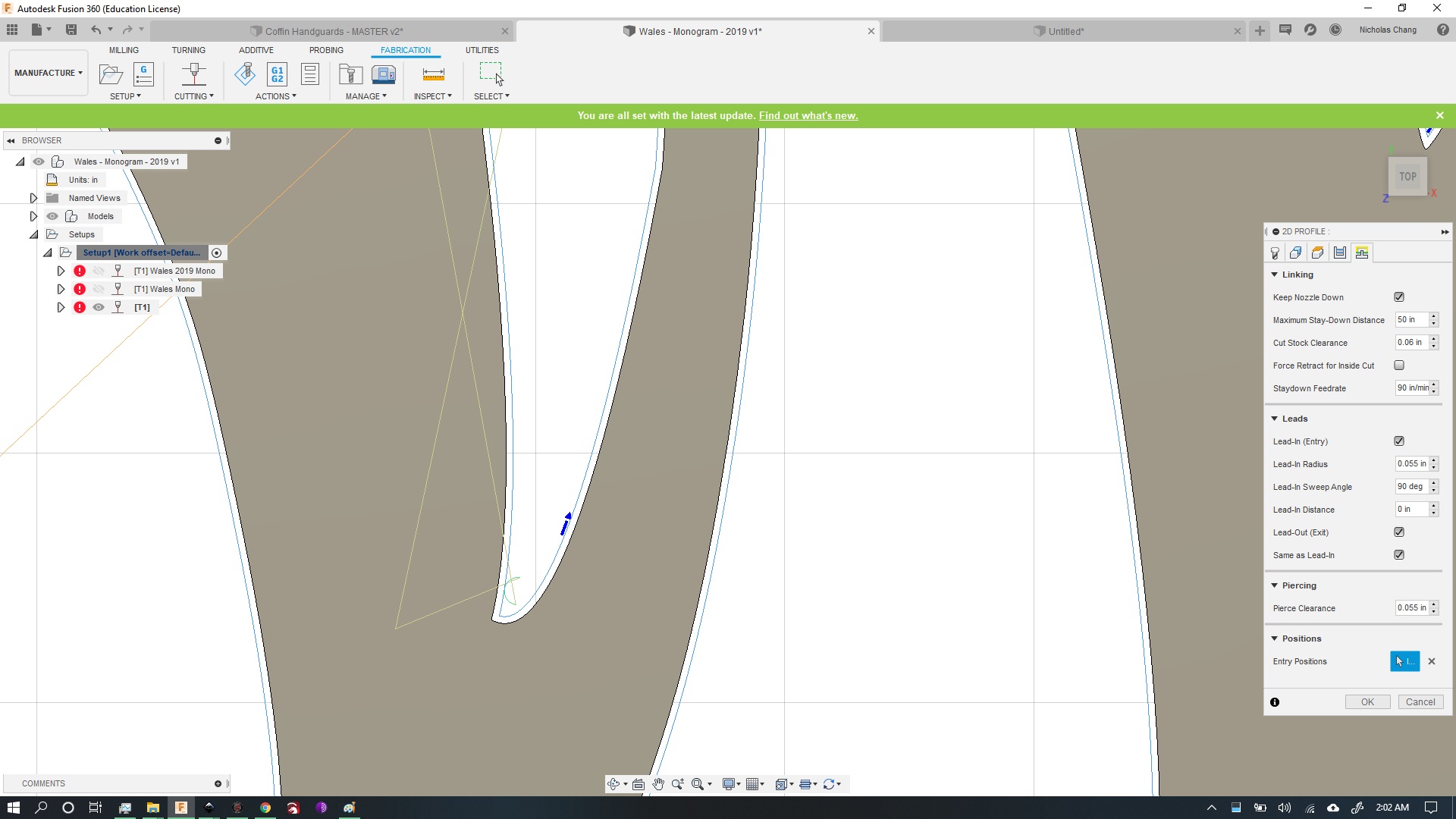
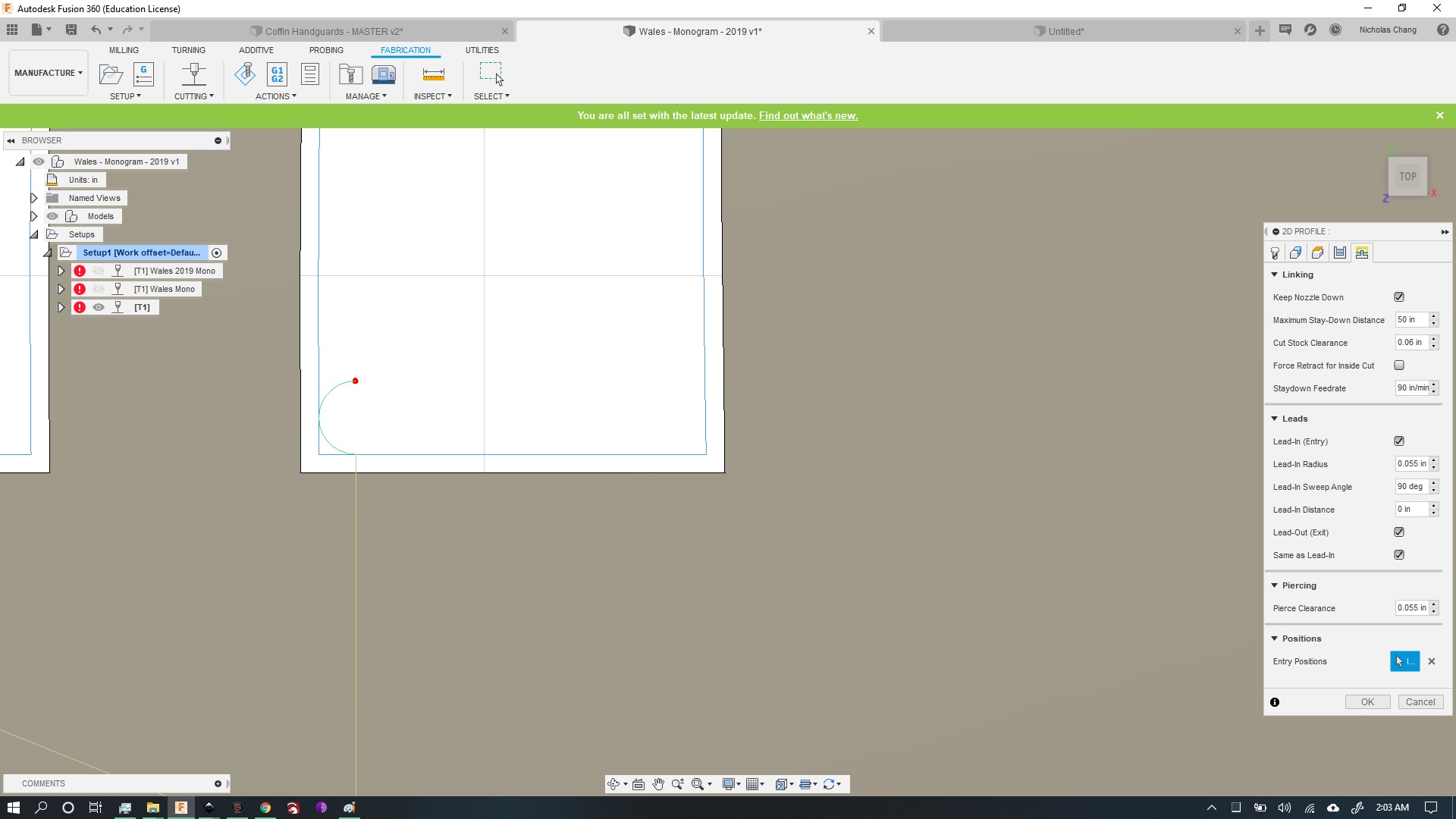
You went to 888, from what?? Lower number or higher number? I’m only using 400… The other thing is you only have one arc, so that’s either your lead in, or your lead out… If it’s the lead in, then your mark is coming from when the torch stop at that point, it’s sitting for a short period of time still melting metal. Or… Thats where your pierce is starting and it’s melting metal for 888, then cutting, then finishing with the lead out shown… I use lead in, and lead out… My tool paths look like this… This way the torch starts, and stops in the drop outs or non-design metal…
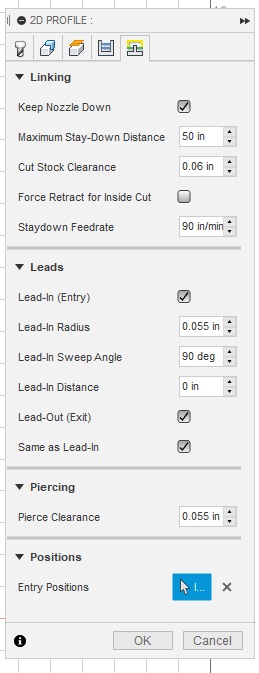
Try adding a little length or distance to your lead in and see if that helps, if it’s something like .05 or .125 try .250 or .5 something like that If there space.
Thanks Dicky, I went to 888 when fusion 360 switched the post processing format. I believe I went from .5 seconds to the new format (dont know what the unit of measurement is).
I will add lead out and adjust my pierce delay down to 400 and see what it gives me. Thanks for the insight. Ill report back with updates.
If I am tight on space I will set my lead in and out equal to my kerf. The marks you are getting look like you have zero lead in or lead out. Pierce delay is entirely dependent on metal thickness and cutting current. For 16 gauge and thinner I am around 200ms (using a Hypertherm 30 XP) I go longer for thick material as needed. 888 is an oddly specific number and will make a really big burn through hole on thin material.