Pretty much a newbie question so hopefully im not missing this elsewhere…
Wondering if its possible in Fire Control to have a counter that logs each peircing as well as logs the amount of time the machine is running after each peirce?
Im only using my Crossfire Pro as a hobby but certainly seems when im using it im definitely getting its use. Other stretches of time it sits usually while im making more things to eventually cut on it. I dont just keep piles and piles of sheetmetal as so when i go to burn a project i want it to work and i want it to complete the project satisfactory. All of my work i suppose youd classify more as “art”… lots of cuts… lots of peirces… not necessarily long stretches of just continuous cutting.
Ive had several projects that mid way through i see the cutting getting worse. Im getting more familiar with recognizing when consumables are beginning to fail. But Wondering if theres a better way where if i can keep track of peirces and cut time if i can use that as a way to alert me when its time to replace the consumables before i start ruining my projects and having to cut all over from new?
Any thoughts or insight would be awesome! Have a great day!
Oh sweet!!! Im gonna check tonight and im sure its there! Thanks a million!!
Do you know if that keeps counting project after project? Or does it reset each time i open FC? Hoping its a continuous count until im ready to reset it.
Something I do is keep used consumables that are not bad yet in separated baggies. This way if I have to change a tip for metal thickness. I can write on the bag what the pierce count is. That’s the only number I care about. Then reset counter and put either new tip or old food tip in for different metal thickness. I have to keep track of the math but this way I have a decent record of all of my consumables. I have an everlast machine so I go through tips way more often than electrodes so I actually just look at them a change as necessary.
I am fairly new as well and I thought my air was clean as I had a couple of filters on it. I got a motorgaurd filter attached to my cutter and it has greatly improved my cut quality and the dross, it almost falls off now. it takes some time but you can kind of tune the cutting for your machine with sheetcam I am finding. Lots of cool things in there to play around with and tweak the starts and and feed rates and pretty much everything.
DnKFab, that is an excellent idea. I am going to steal that and use it on my next consumables change. . I have three tip sets ready sitting there with zero idea of how may pierces.
If you can dry it better that will help immensely as well. I might be wrong but I think the motorguard is primarily best at particulate removal rather than actually drying the air. I doubled my consummable life by adding dessicant that i change regulary and an air to air cooler between tank and compressor head. I pull off 1/16 of a cup of water or so each cycle of the compressor.
there is a video of the air cooler and water trap before going into the tank.
DNKFab Yes this is an excellent idea! Definitely gonna do this. My machine came with just the one spare set of consumables. Just ordered more last week.
Question though… now im gonna feel like a %^&$ for asking… lol!. So you use different tips/consumables for different thicknesses of steel yur cutting? So far ive only cut as thick as 1/8". The consumables that cime with my Razorweld Cut 45 cut it flawlessly usung the speed and amp settings recommended for that thickness. I moreso have been cutting 16 ga and i believe is 20 ga. Should i be using different tips for any of this?
Just to note… the new consumables that came with my machine have cut everything im doing very well providing i keep the speed and amp settings in check and i dont forget to clamp the ground on! However this is not to say i shouldn’t be using something different for consumables. Thanks for all and any info!
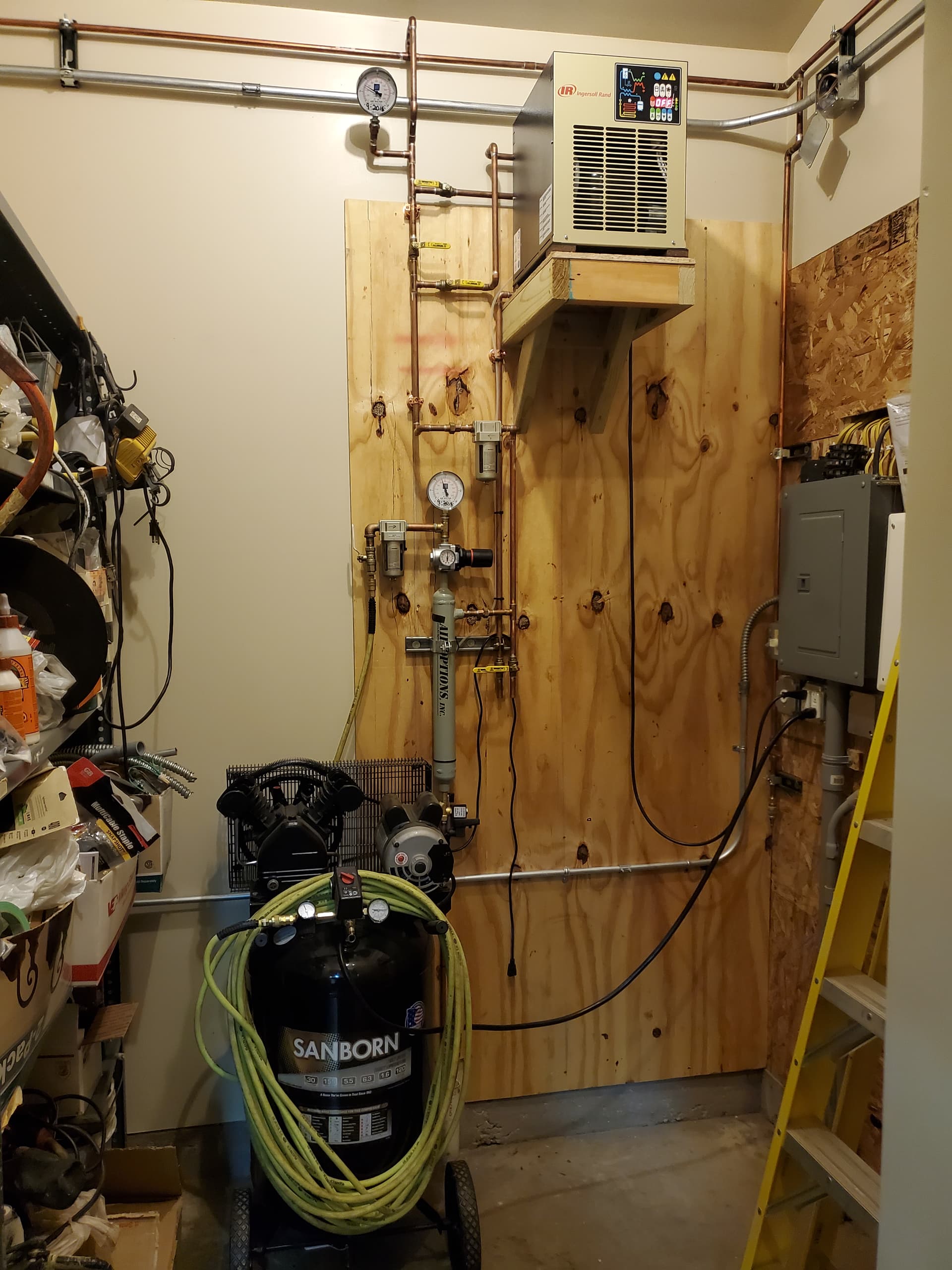
Not sure if my photo will upload… just figured id show what i did for air management to try and keep as dry air as possible. That first device after the filter is a mechanical type of dryer that by only creating a pressure drop will lower the temp enough to squeeze water from it.
From there it goes through the IR refrigerated dryer and then out to my shop for tools and the cnc table.
Im not sure i would had needed the mechanical dryer. I bought it initially as my only source of air dryer but before i even installed it i devided to add the refrigerated dryer. By that point id already had the device so i just used it. I do know that when im consuming alot of air that compressor gets warm and that mechanical dryer get very cold. It has a auto purge drain on it which i only plug in when im running my compressor. I only run my refrigerated dryer when im using air as well… as im just saving electricity… you know! Lol! I usually let the equipment run for 15 minutes before i make any cuts with the cnc and typically i purge air at the outlet to the plasma cutter before plugging air in.
Ive not really had any complaints on how my machine is cutting other than when its obvious the consumables are junk.
dont feel bad for putting questions out there. We all had them. Your using a different plasma machine that i am. Its my understanding that machine ships with a torch that only has one choice of consummables. So, in your case you would not need to change tips for different thicknesses. I have an everlast torch and i have several different amp rated tip choices and i match them based on the amperage i would like to cut at in order to achieve the narrowest kerf possible.
it looks like you have a very good approach to dealing with moisture!! Im envious. I believe i read a post of yours a long time ago talking about the mechanical cooling device. does it eject a lot of water when it drains? Where are you located humidity wise?
Ok thats good to know about the plasma cutter! Cause i was just talking with Mississippi Welders here near me in Wisconsin about getting a 180 degree torch head to use with my machine. But as ive just now learned there are better options that are more versatile! So i think instead of spending $700+ dollars on the 180 degree torch maybe i should make sure its versatile enough so i can use different tips in needed. If it means buying a plasma cutter at some point maybe I’ll do that.
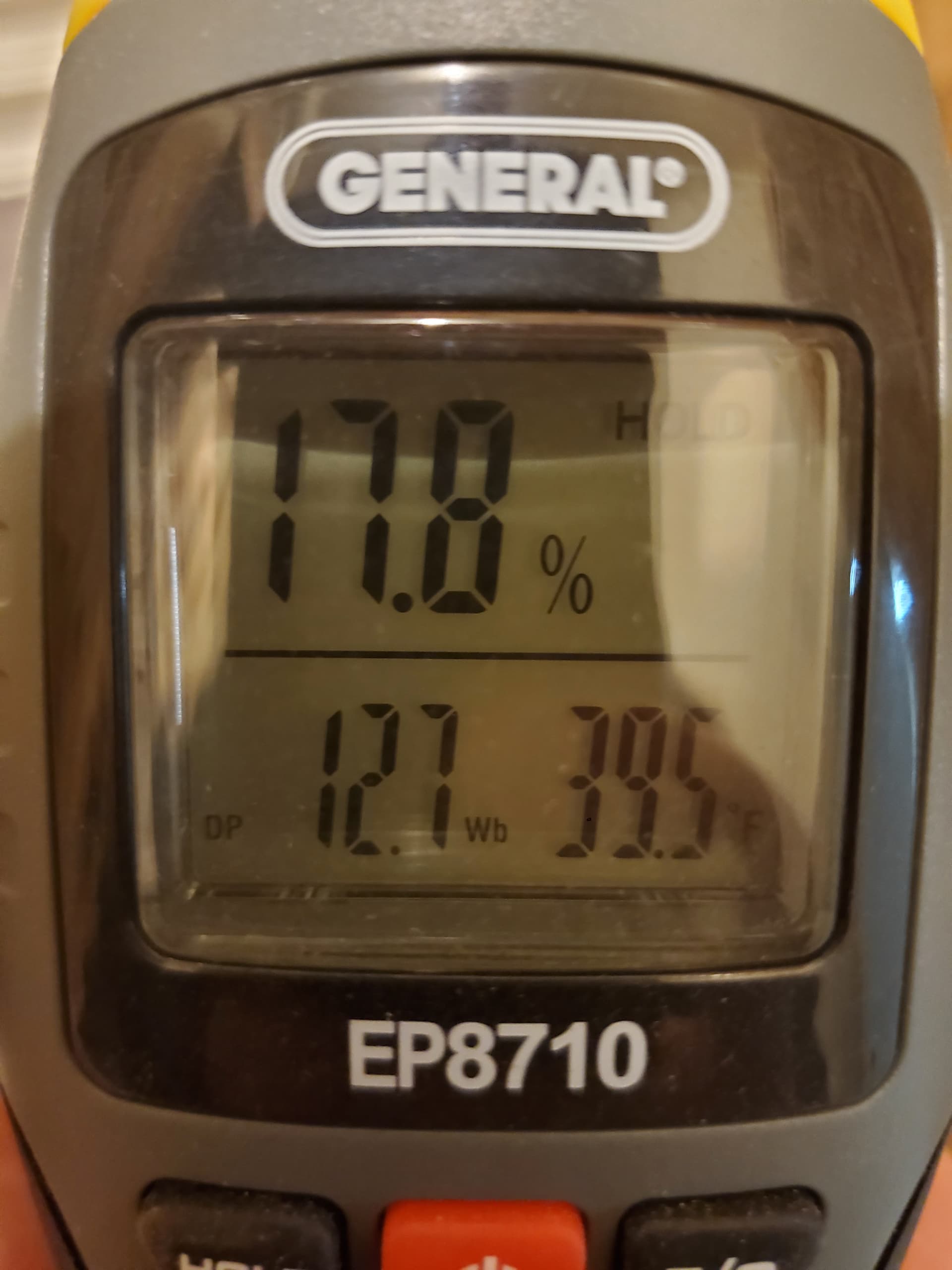
My shops RH was about 40%. So what i measured here was after both the dryers. I purged air out the mechanical dryer for a few minutes just to cool it down and get any condensing out of it as i could right off the bat. Then let my IR dryer run for about 20 minutes and purged quite a bit of air getting these reading. My mechanical dryer alone got the humidity down from 40% to about 32% or a touch less. Im sure it will get far lower than that but you really gotta dump alot of air for it to work well. But after the IR it got it down as low as about a 9 or 10 degree DP. You can see too that the air temp was 39 degrees. I haven’t really done much testing of this… its possible if i ran it longer that temp might come down another couple degrees which would also lower the DP… but you cant cool the air below 32 degrees obviously or else the condensation will freeze. So any DP much less than what im getting here probably isn’t really achievable unless i add a desiccant dryer. That is actually my plan but ill just add a small desiccant dryer right at my cnc table and thats all it will be used for.
Ive seen plenty of people set up dryers/condensers with radiators or transmission coolers and it clearly works to get alot of that moisture out! I think i still have a tranny cooler in my Amazon “saved for later cart”.
Thanks for all this info as well! Im definitely taking notes!
DnKDFab, After your comment I was curious so I looked it up. Not sure it removes as much as an air dryer but it is designed to remove moisture as well. From their description.,
Motor Guard sub-micronic compressed air filters are designed to remove condensed moisture, oil aerosols and particulates from compressed air. Used properly, these filters will provide clean, dry, oil free air for critical industrial applications.
I have been pretty happy with it. I don’t have a grand for an air dryer right now.
If yur referring to the mechanical air dryer that i have in the photo its not going to achieve as low a dew pount as a refrigerated dryer. I bought it because i initially didn’t want a refrigerated dryer because i didn’t want to spend a grand on a decent one nor did i want to spend half that on one that would turn out to be garbage either.
I have mine piped right into a stand pipe so i honestly never see what purges from it. But after having it and knowing a bit more how it works id say this… its only gonna work if air is continuously flowing through it. And the more air flowing through it the better! Being it needs a pressure drop to lower the temperature of the air within it and thus squeezing out any moisture. Im leaning more to believe that it is designed more for applications where yur dumping tons of air you want “dry” but not necessarily 0 degrees dew point dry. Say yur running a large sand blasting booth all day. Ya probably want some dryer air… this would probably sufice. If all id be doing is running a pop rivet gun… it would do nothing to lower the dp. Im guessing using it with my cnc table is the results i get from it is somewhere in between. But whatever it is squeezing out is that much less my refrigerated dryer has to.
I bought my Everlast 82i with a machine torch for $1319. Everlast has 4 or 5 different orifice sized nozzles for minimum kerf width for a given amp range. Just something to think about.
Yes absolutely! I just picked up new consumables last night. I’ll probably stick with the Razorweld i have fir the time being but its gonna be on my radar to look for something more like yours… or maybe the same thing!