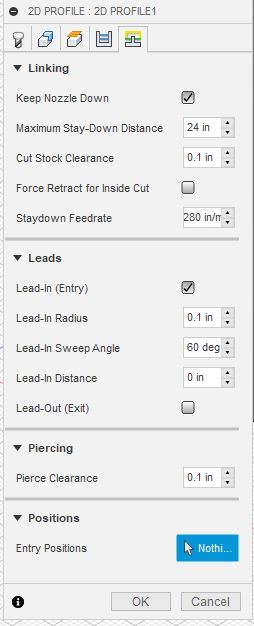
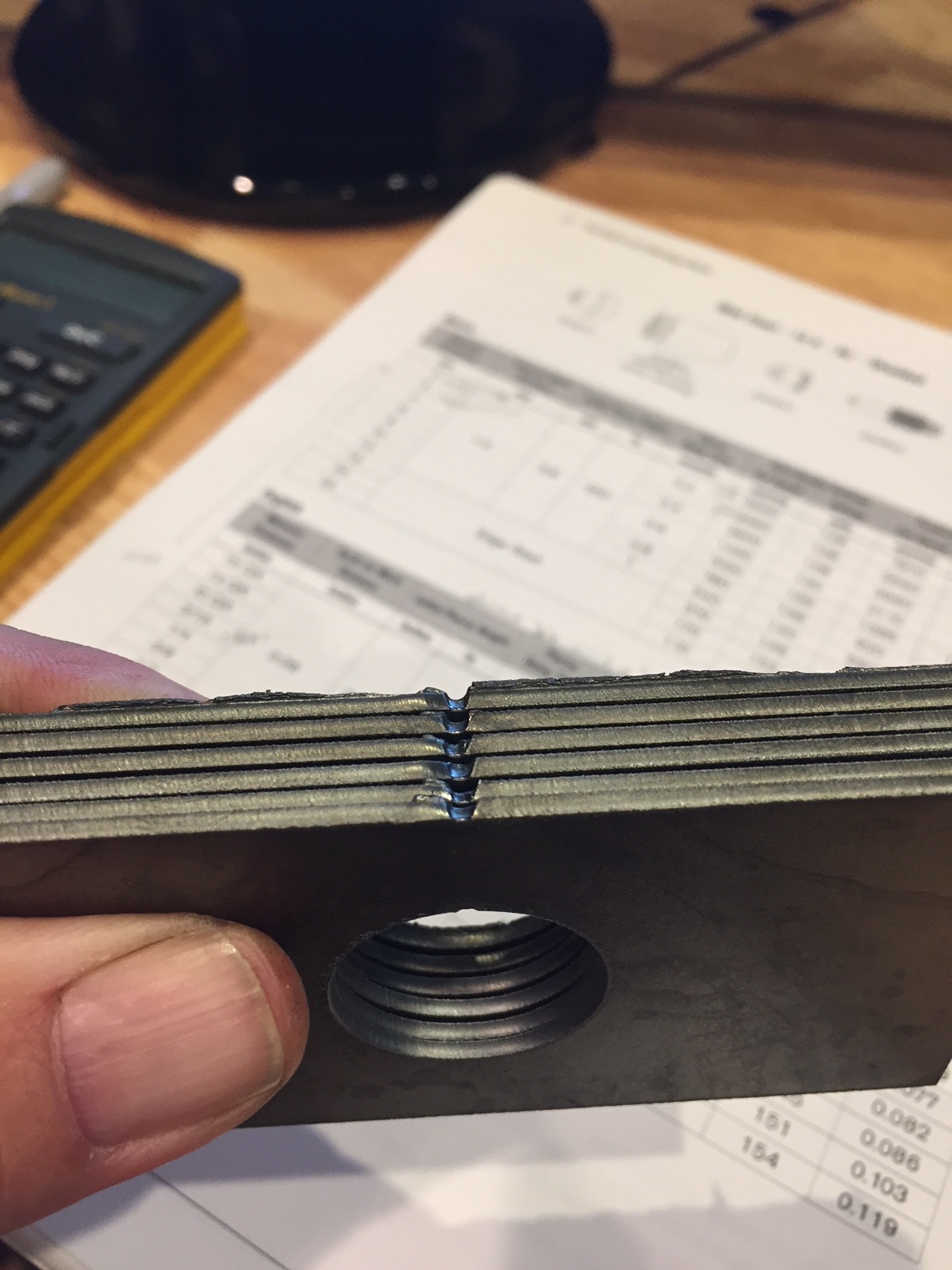
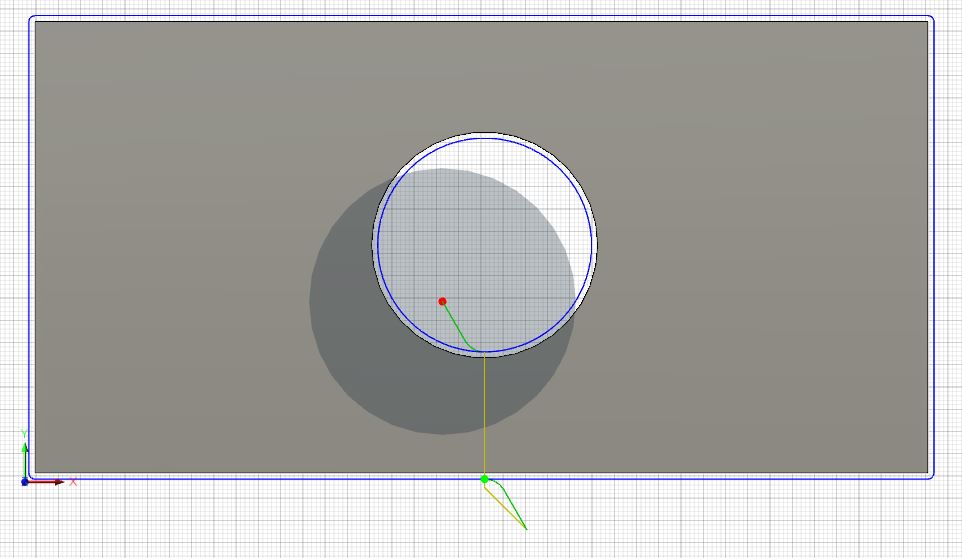
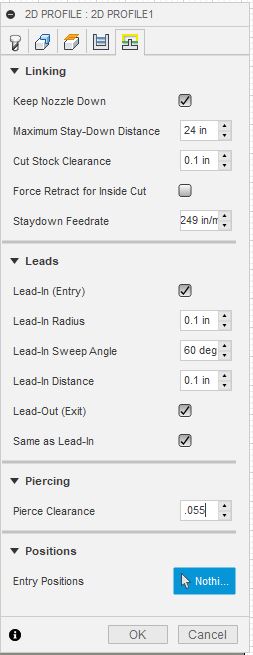
Having an issue with a nib cut being made (not sure of the term, see the photos below) at the point the torch enters/exits a cut. Have tried increasing the size of the Pierce Clearance, lead-in radius, Leadin Sweep angle on the 2d Profile Linking tab with no change in results (see the photo with the stacked samples, I was also trying different speeds, hence the different dross on the pieces.) I’m using a Hypertherm Powermax45 xp, and have the settings as recommeded for the 16 GA material.
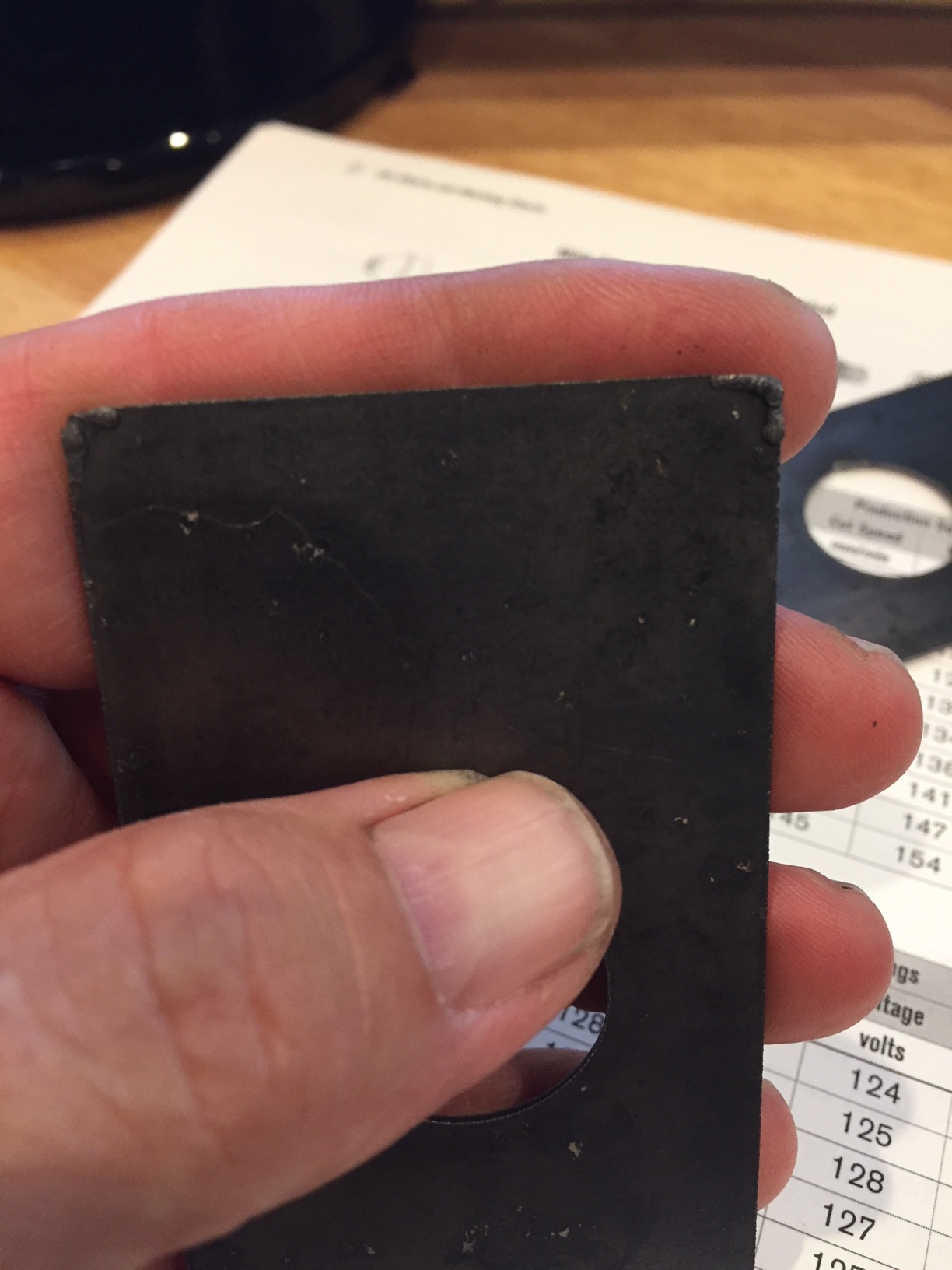
My first experience with plasma cutting, is this to be expected? Also having some dross form on the backside of the plate at the corners. Tried different speeds, but there is always some dross at the corners. Using thicker shim to set torch height off of the material.
I would first increase your “Lead-In Distance” To say .2 for diagnostic purposes. That should help, You could also increase your lead in radius some.
You should be using the 1/16" shim (Thinner) for setting your torch height. The only reason (for me anyhow) to use the thick shim is for leveling the table and if I wanted to program a separate pierce for thick stuff, then shim it back down to 1/16 for cutting the part (To save consumables).
Also be mindful of your amperage, that stuff looks pretty thin.
But I would bet the things above will help a ton… and FYI- your dross is totally acceptable (You hardly have any). Dross is a normal process. Sometimes it can get really bad, but that is due to incorrect cutting parameters, or poor air quality for the plasma…
The “Pierce Clearance” in fusion will do nothing as the crossfire is not a powered Z axis.
Are using an arc lead in? If not i would recommend trying an arc lead in to see if it improves.
edit: just reread your first post and see that you are using an arc lead in. Do you know if the divot is happening during lead in or lead out?
edit 2: Apparently didn’t read well enough because i see that you arent using a lead out. Typically I never use lead outs, but i believe that it may minimize the divot thats occuring in your case.
your lead in distance is set to zero it should be .100 or .200. I can’t tell but it looks like maybe you’re starting your cut from the inside not the outside not sure
Thanks all for looking at my issue. As suggested, I am now using the thinner shim for torch height adjustment, increased the lead in distance to .2, and verified that both the geometry has the arrows on the outside for the outside of the rectangle and on the inside for the inside of the circle. The circle has the same divot as the rectangle. I verified the settings I am using for the 1/16th material with the Hypertherm 45XP provided cut charts to insure they are correct (they were).
Making all of these changes I did see the cut quality improve, I think as a result of the torch height issue, but see no appreciable difference in the divots.
Tomorrow I’ll try enabling the lead out as suggested by Daniel and see what results that gives. Appreciate all of the help, new to all of this.
Also I would make the lead in radius larger so that the lead in is more gradual. Though I have a feeling that the divot is being created as fhe arc extinguishes.
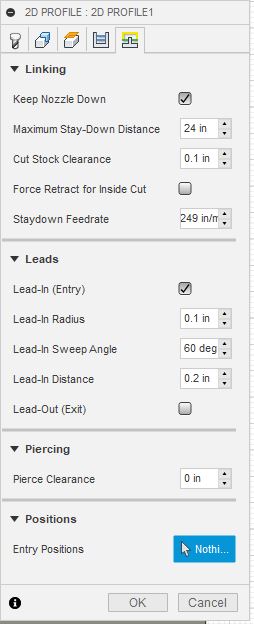
Daniel, Made the lead-in/lead-out distance the same. This made the biggest improvement, looks much better. Here’s a pic of the final Linking tab settings for 1/16" material.
Thanks for the info. I am trying to cut 16ga steel as well but was having the same issues with the divots. Will also try matching the lead-in to the lead-out settings. I am getting a lot of dross and have tried several speeds, heights and amps. Mind sharing what you are using for your speeds and amps?
I am running the Crossfire with the Razorcut 45 and basic torch with OEM consumables.
Using a Hypertherm Powermax 45XP, 45 amps and “Best Quality Settings” for mild steel from the cut chart provided in the operators manual using the standard consumables. The recommended speed is 249 in/min and 45 amps. With the Crossfire having a max speed of 250 in/min, I wonder if I’m asking too much from it?
I’ve ordered the Fine Cut consumables, and requested low speed settings (speed/current) from Hypertherm for thin materials (20 GA to 26 GA) as the manual recommends a speed of 325 in/min!! Not going to happen with this CNC Cutter. I’ll share what I learn and the quality of the cut once tested out.
I have tried several speeds and amps and have burned up a 2’x2’ full of 2" squares with a 1" square hole in the center without getting 1 good cut without dross. I have worked with a CNC router and understand it’s all about finding the sweet spot. A little frustrated at this point and have just been reading forums at this point to see if I can gain more knowledge with 16ga steel. I dont mind running the cnc slow for more accurate cuts but cannot find the spot for clean cuts.
Is dross normal on all cut pieces? Normal to have a lot of dross on 16ga?
Dross is very normal on 16 gauge material. I’ve never cut out a part from 16 gauge or 14 gauge that did not require using a knotted wire wheel to remove the dross.
If you are cutting 1/8” and thicker, it is possible to tune the amps and feed rate to the point that dross will flake off using your fingers, but even then the dross will be there.
My recommendation to all is to tune the process to get the best possible cut quality, then invest in an angle grinder with a knotted wire wheel to make removing dross efficient and fast.
I was just reading through post for an issue that I had when I came across your post. You’ve probably figured out what your problem was by now, but I’m 99% sure that it is your pierced delay which is an option that you can change on the post page. It’s default is one second, but I usually use about 0.3 seconds or I get the same divot.