Long time lurker, first time poster. I know there are a ton of threads on lead in/lead out, but I’m still having a hard time grasping the whole concept. I understand that the lead in settings are extremely circumstantial and will vary piece by piece, but are there “optimal” settings that I should be aiming for?
What I’m using:
Fusion 360 for CAD/CAM
Langmuir Crossfire Pro w/ THC
Powermax 65 Sync (with finecut cartridge depending on the material)
Mainly cutting 1/4" mild steel and 12 gauge mild steel (but I would like to understand the best general settings)
I’m still new to this whole plasma cutting thing (got my table a little under a year ago), so forgive me if these are pretty lame questions.
I’m following the Hypertherm cut chart by the books, and I feel like I have a decent enough understanding of what those settings do to get different results if needed. However, where I get lost is lead in/lead out settings. I understand the concept of them and what they do, but I don’t really know what I should be aiming for. Is a longer lead in ideal? A larger radius? Obviously that’s not always possible in tight spaces, but should I aim for the “biggest” that I can fit? Everything I read sort of contradicts what I think I’m beginning to understand.
My goal is obviously as clean of a cut as possible. No divots/craters, etc.
What I’ve gathered online is that a decent starting point is:
Lead in radius: 0.02" (to me, this seems really small, but what do I know)
Lead in sweep angle (60 degrees, although some say 45, some say 90, etc…)
Lead in distance (2x kerf width)
Pierce clearance (1x kerf width)
and then from there, make adjustments as needed per project
Any insight is appreciated here. Sort of just trying to understand it all better so I can best determine what settings I should use depending on what I’m working on. Thanks in advance.
Set pierce clearance to zero. It’s just an extension of the lead in and can lead to problems with fitting your lead in into tight spaces.
I would say 2x kerf width is good for a lead in on most materials.
I make my lead outs about the same as my kerf width. Any longer won’t really do anything, because the torch will shut off when the part drops out on internal cuts
A sweeping radius is better than a sudden change in direction. The sudden change in direction can cause an excessive taper where the lead in transitions to the cut line
Interesting, I had been wondering about pierce clearance. I’ve also read that lead out can cause issues with THC and to NOT use it, but then I hear mixed things about it on here. I haven’t done much cutting with it enabled yet, but I haven’t had it throw me any errors yet.
And then what about finishing overlap VS lead out. Why use one vs the other?
I’ve been using 45 degree lead in angle for most cuts, 0.01-0.04 radius, and 2x the kerf width for length. So far it’s been producing some pretty decent cuts, but again it’s sort of been blindly following info online and I’m still trying to grasp the concepts and WHY those numbers work.
I usually have my lead in and out set for .2 I do adjust that for areas where it doesn’t fit. I also use longer lead ins for thicker material. I also start my leads in the center of holes under one inch.
I have never had issues with the THC and lead outs I have heard about it.
I played with the overlap some and didn’t see any benefit for me.
Ultimately just adjusting the leads to see what works best with your setup and parts you are cutting. I don’t believe you will find a one lead fits all.
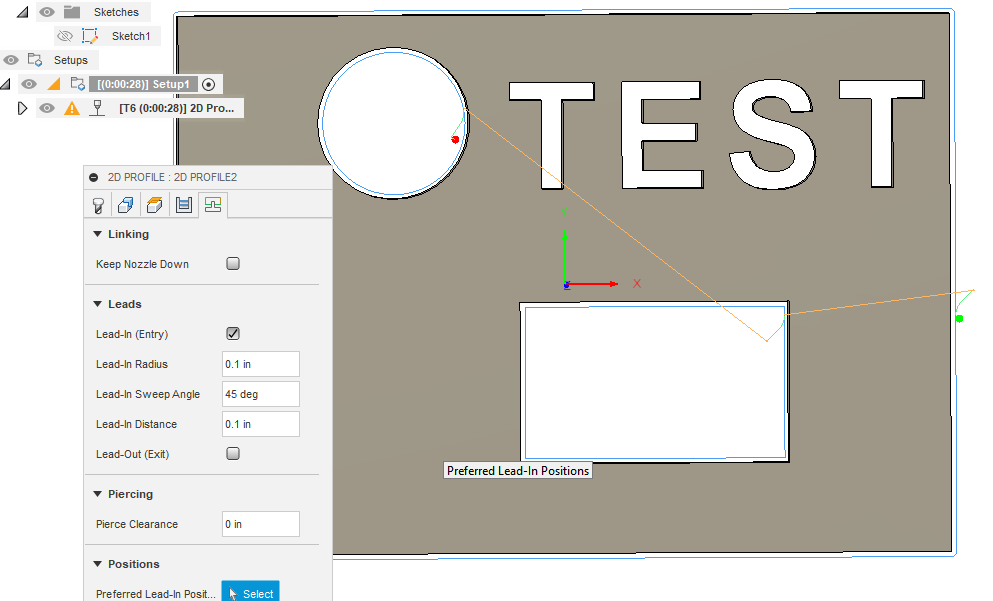
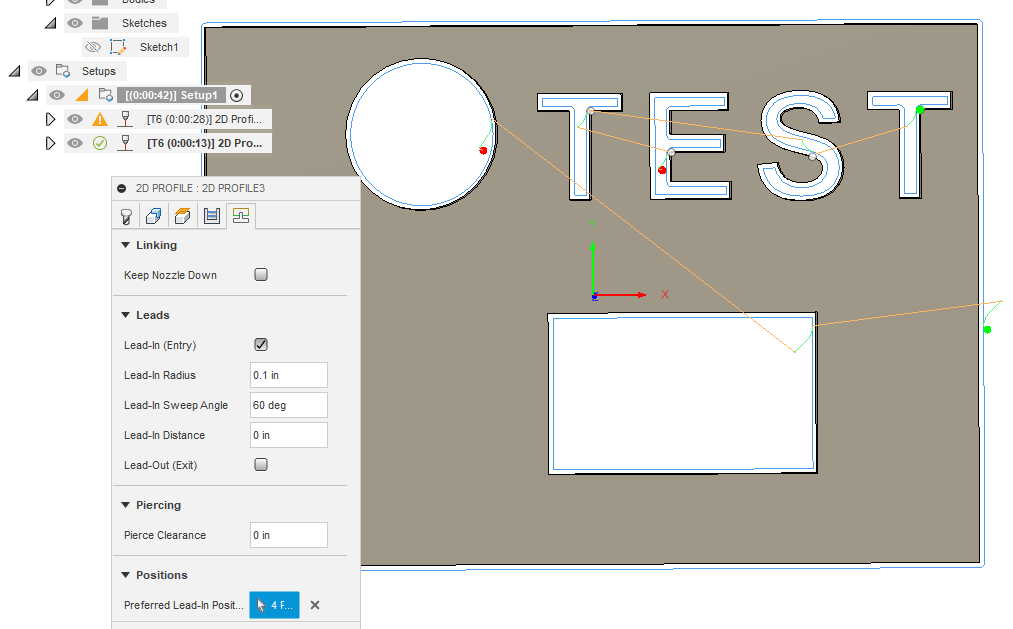
Just playing around with your numbers, I am thinking you meant a radius of 0.1-0.4?, but it looks pretty good on my test cut. (Note: I do have a 0.01 finishing overlap on all of these settings):
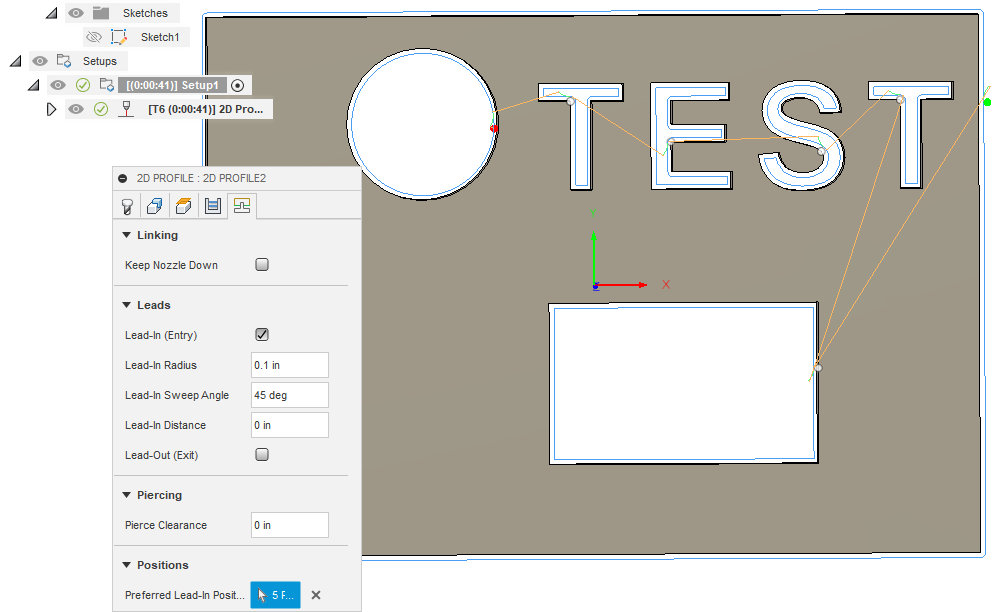
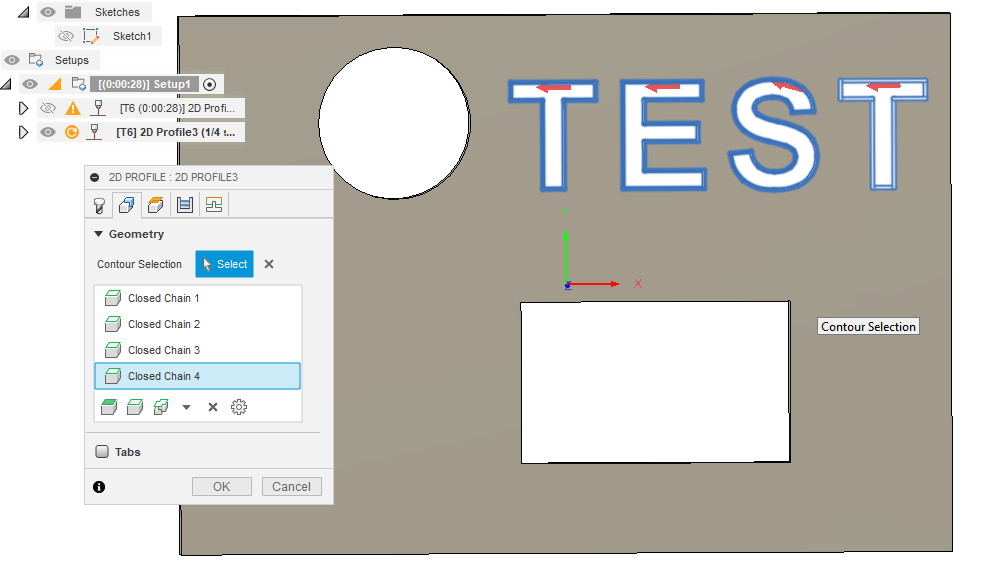
Notice the tool path did not pick up the letters. By decreasing the lead-in distance to 0 and picking my preferred lead-in position, I was able to get all the contours selected. I would prefer the original lead-in positions you had, when there is the space rather than how small this became:
So I would go with the first numbers and let Fusion grab what it will and then pick the smaller lead-in numbers on a second tool path under the same setup.
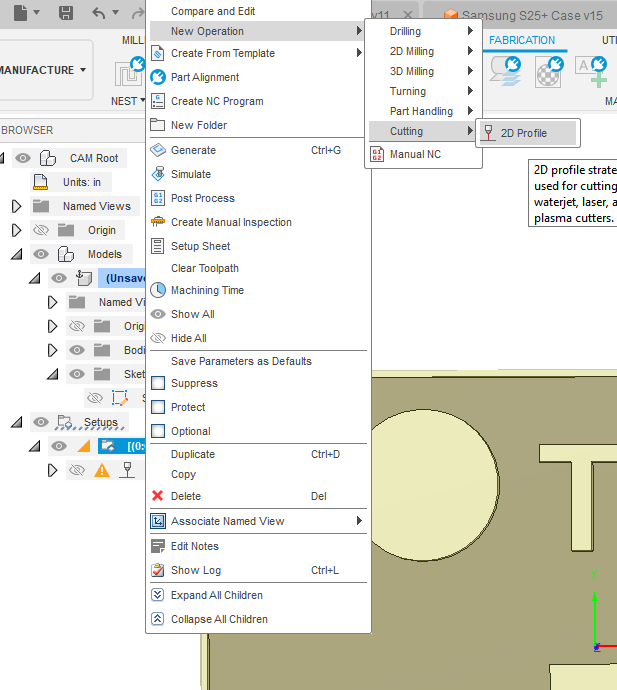
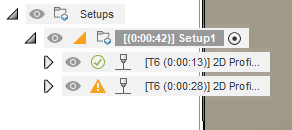
To create a second tool path, right click on the SetUp in the browser tree>New Operation>Cutting>2D Profile:
Now to get a good gcode file you need to move that last tool path into the first position otherwise the first tool path will cut the primary outside line of your piece. We want that to be the last cut of the entire project. Also, remember to only click on the SetUp. If either of the tool paths are selected when you go to the screen to make the gcode then it will only make the gcode for that tool path that was showing to be selected. It should look like this:
Thank you so much for taking the time to write this out for me. Oddly enough, I DIDN’T mean 0.4-0.1. For whatever reason (maybe I misread?) I have an extra 0 in there on my cut chart for lead in radius, so I had been using 0.01"-0.04". I was thinking that seemed too small…
Again, thank you for being so detailed in your response, it was super helpful.
Yeah, I guess optimal and universal do contradict each other. I guess I’m looking for “baseline” settings that I can go through and adjust circumstantially. The problem is that as of now, I just don’t think I have a solid enough understanding of WHAT exactly those settings do in order to make those circumstantial changes.
Aside from cut speed, how do you find yourself setting the other options? (lead in radius, lead in length, etc)
Welcome to the site Criptosis! I agree Jim does a great job of explaining how things work in Fusion 360. It’s seems I am always learning something from reading his posts!
To start with I would use your book settings from hypertherm.
Then as far as how I determine some of these other settings would be what I’m cutting and what the geometry is like.
If I only got small holes while I’m constrained for what my lead in like leading radius can be. I normally on small holes don’t do any lead in. I’ll do a lead in radius just slightly less than 1/4 of the hole diameter with 160° radius. For open contour geometry there would be no lead in radius or lead in length or Pierce clearance. For closed contour geometry two times the Keef width is a good recommendation with about a 60° lead in and maybe a .025 lead in radius. As long as it doesn’t leave a divot it’s long enough.
Jim, very educational, thank you. The reason for the second tool path escapes me. Is this just because of the software’s automated algorithm, which sometimes fails to pick the tool path? I’ve noticed I can mask the problem away if I scale the design larger to get the gcode published, then scale it back down in Firecontrol. However, I’ve not analyzed issues in those cuts yet. Your thoughts on scaling to fix this issue, please?
That is a very good solution as long as the final product is what you wanted. The only drawback is that you are going to have smaller leads everywhere. This might show up.
Fusion 360 is very literal. If you say the lead-in/lead-out needs to be a certain way in your tool path (which you have no choice: you need to either declare how the leads are handled or tell Fusion No lead-in/lead-out) then Fusion will apply your declared lead-ins/lead-outs. If they are too large then Fusion simply discards those contours.
SheetCAM uses a variable approach which is more accommodating. It will try to fit your lead-in/lead-outs, as defined, but if it can’t, it will decrease them so that it can get most every contour. We are hoping Fusion 360 will add this in some upcoming update. I asked Autodesk to make it part of their AI approach to manufacturing as they seem to be keen on figuring out how to add AI to the program (on one their surveys).
So the value of a second toolpath:
Your first tool path is based on your experience to give the cleanest plasma cuts. The second toolpath allows you to then pick up the discarded contours by decreasing the leads and potentially jeopardizing the quality of those particular cuts.
My rule of thumb is if the absence of a particular contour is more disruptive for your project than the slightly irregular cut of compromised lead-in, then compromise the lead-in and get that contour. So you are using smaller or no leads to grab those small cuts with a second toolpath and not jeopardizing your entire piece.