We purchased a CrossFire PRO CNC back in 202, we used it a couuple of times and then the erson that was in charge left the company and the machine has been sitting here for a few years. We are having an issue in getting the machine to work, does anyone in the community know of a technician that can come over an set it up for us. We are in North Hollywood, CA 91605.
If you can’t find someone to come there you could answer as many of these questions as you can and we can try to help you:
Welcome to the forum. We want to help so you need to help us, help you.
Your problem may be as simple as a fouled torch or not enough air but instead of guessing, we need you to do some research and put it down in text and photo form.
The more information that you can supply, the better we can try to help. We need this:
(note, this is a form text so you may have already supplied some of the following or may not be necessary right now. If that is the case, I will try to strike-through).
• cables/wires attached correctly? Are you using VIM box? If so, is it connected correctlyj:
• What specifically, is not working?
• Are you able to move the torch with FireControl?
• CAD program used
• CAM program used (SheetCAM or Fusion 360)
• metal thickness/type
• work lead attached to shiny/clean metal
• work lead, torch cable, THC cable and printer cable to the enclosure are not touching/crossing paths nor coiled up
• copy of the gcode of your test file
• photo of how your torch is mounted
• photos of your consumables
• photo of your VIM box so we can see what leads and connections are used
• What plasma cutter are you using? Are you using OEM consumables? Are they standard or fine-cut consumables.
• What is the brand of the consumables (not the machine they are labeled for)
• air quality and quantity (pressure gauge at the plasma cutter), what methods of drying employed. You need 6 CFM @ 90 psi and it needs to be dry.
• Smart Voltage on nominal voltage
• Have you had any successful cuts with the current setup and metal type/thickness?
• Can you fire the torch manually thru FireControl?
• Is there any connection issues with the IHS contacts in the z-axis carriage?
• Have you lubricated the lead screws?
• Are you using a laptop and is it plugged in or running on battery only? Fully charged?
• Cut height: have you measured what your cut height actually is when you set it at 0.06 inches for normal consumables and 0.14 for Hypertherm SYNC consumables?
Note: You will be able to supply attached files such as photos after you have posted a few more times. For videos, upload to a service like YouTube and then provide a link to your video. For gcode file you can open it in a text editor and copy the text and paste in a post. If you are needing to post the gcode by copying the text, just copy the first 20 lines for now.
2 Likes
@Magliner Welcome to The forum
1 Like
More importantly , watch the assembly and tutorial videos that Langmuir has and that will set you on the path to figuring out what you need.
Walking into this kind of advanced tool completely blind is too much if you have zero experience with CAD/CAM, Plasma Cutters, and CNC.
1 Like
Dear Jim: Thank you for your prompt response, torch is not turning on.
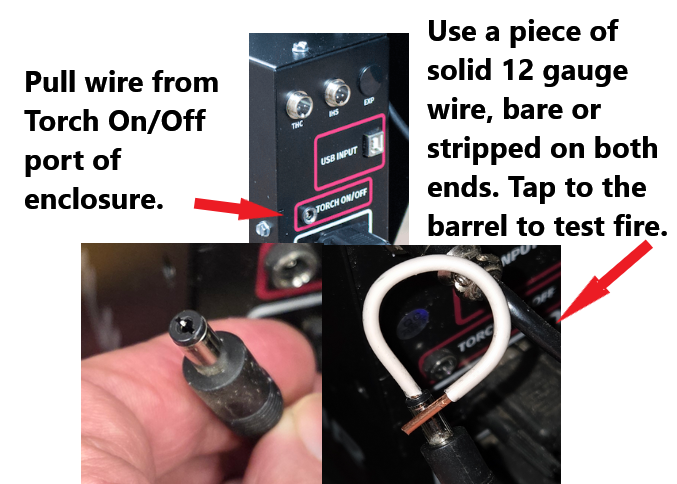
You might try this.
Other than that, if that does not fire the torch, check your air supply.
Here is a general wiring that should connect the cutter to the table:
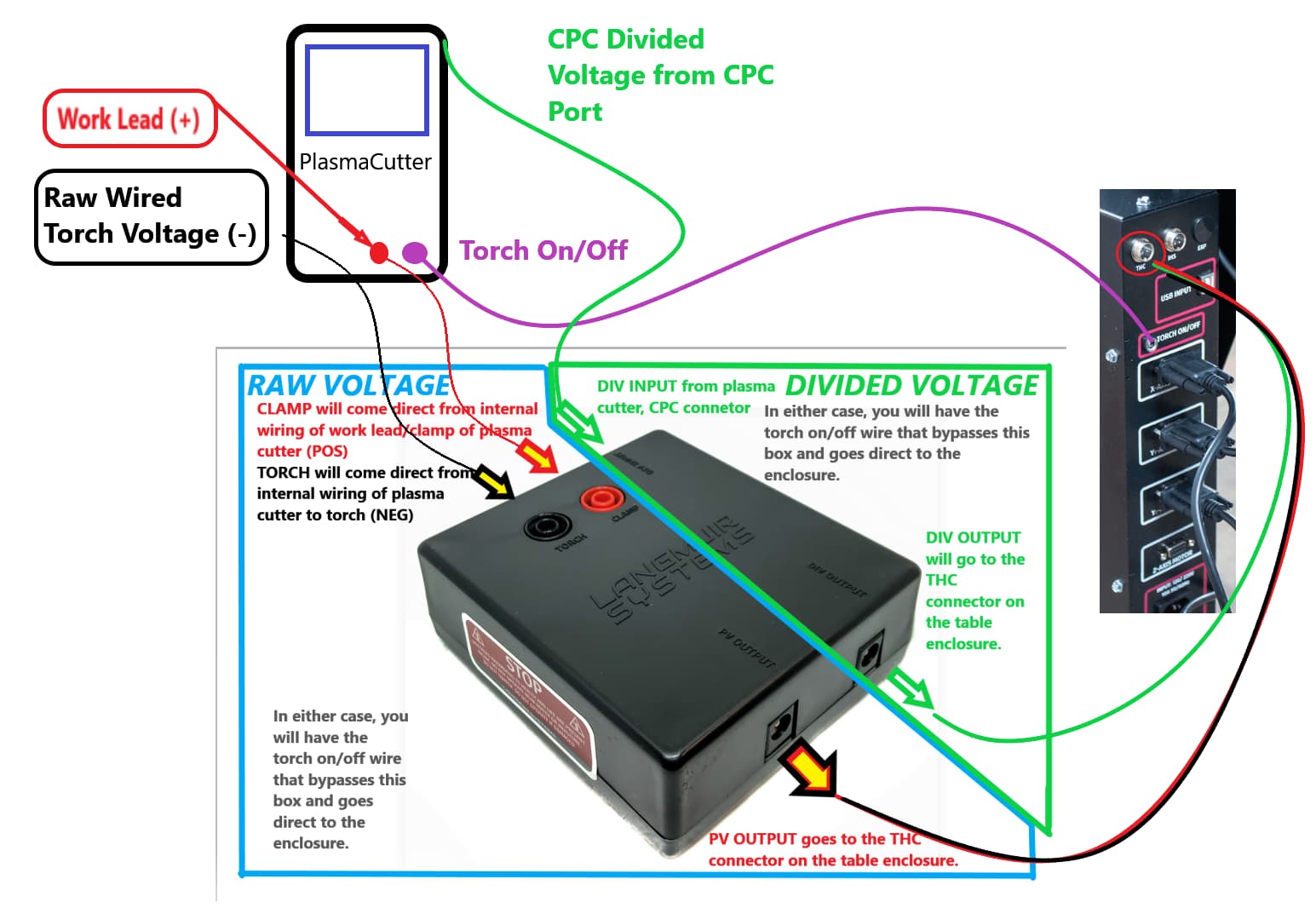
Note: Torch On/Off connection at the plasma cutter, may be coming of the CPC port in the back of the machine.
If this does not cause the torch to fire, refer to my above post for more information.
1 Like
Dear Jim:
We think the problem might be te connection between the box and the plasma cutter. We tried to follow your attached schematic, but we are getting lost.
We are using the plug and play input/output. If you are so kind to give us the foloosing information:
DIV Input goes to:
PV Output goes to:
DIV Output goes to:
The plasma cutter we are using is the Tazor CUT 45, this is the unit that was recommended by Langmuir when we purchase the table.
Everything works, we can do a dry run, no problem, but as soon as we engage the torch, alll movements stop.
If you are using the divided voltage from the front of the Razorweld machine, you won’t use the PV output. That port will stay empty.
The cable from the divided voltage port on the plasma cutter goes to the DIV input.
A cable then goes from the DIV output to the THC port on the electronics enclosure on the table.
None of that is responsible for firing the torch.
You need a cable from the other port on the front of the plasma cutter to the “torch on/off” port on the electronics enclosure.
I would focus on that torch on/off cable first, since the ports on the plasma cutter could be reversed.
Plug the torch on/off into one of the ports and try to fire the torch with the manual torch fire button in Firecontrol. If it fires, great. If not switch the ports and try again.
1 Like
Yes, it gets confusing. Follow what David (DS690) said. He knows this frontwards and backwards.
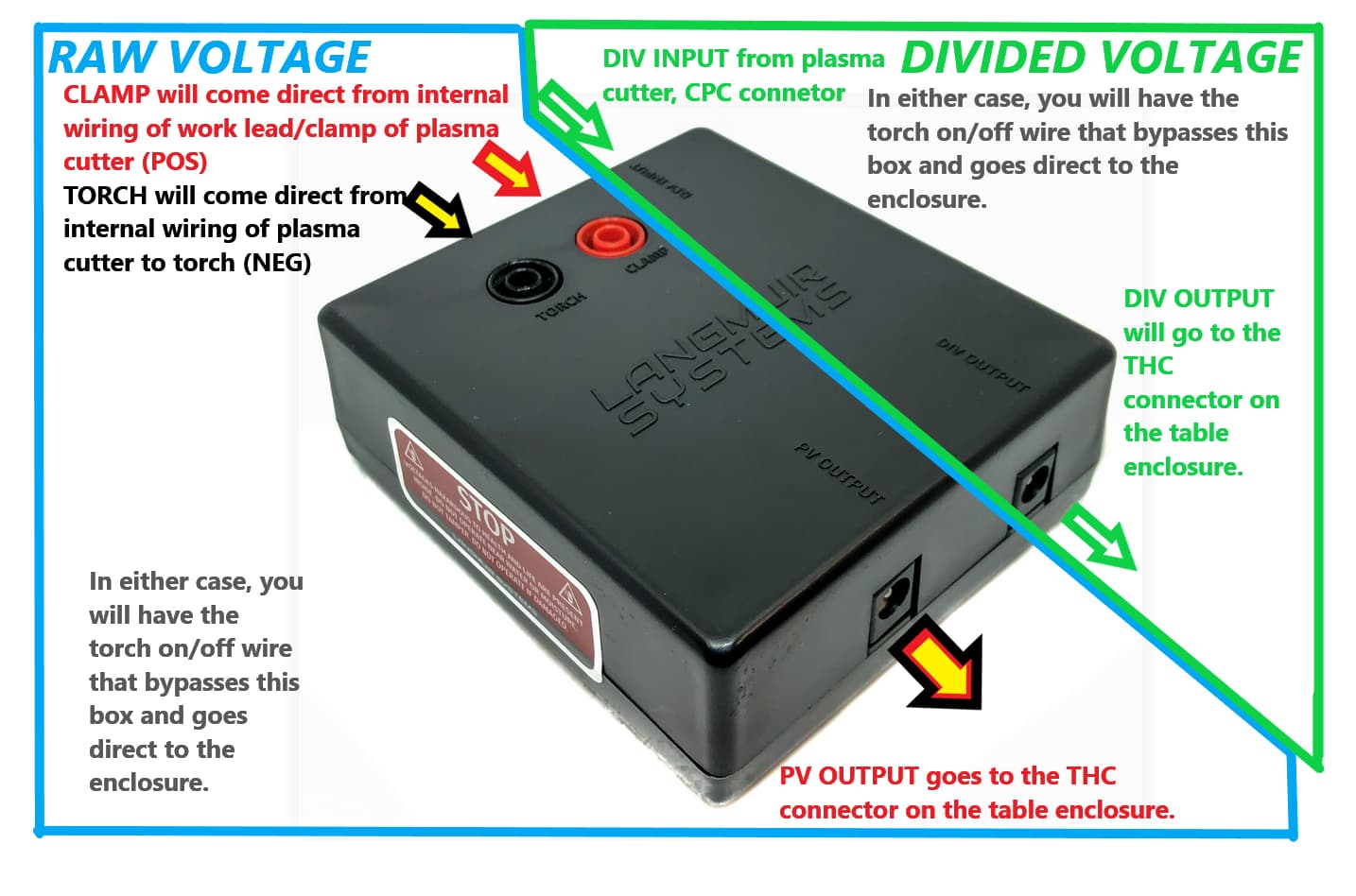
As far as connecting that black VIM box is concerned, all connections will stay on either the blue boundary side of the diagram if you are using Raw voltage…
…or if you are using Divided voltage then the connections will stay on the green boundary side of the box.
David is directing you to this part:
P.S. I don’t think I will use that image again. I tried to make things simple but it is confusing.
Dear Jim:
Thank you. We got it working, but now the torch pierces the material and then it stops or starts doing its thing, but does not cut all the way through. My machinist thinks it might have to do with the grounding, any ideas?
Sig
1 Like
That is great!!!
But to really dig into this, re-read my post above and try to fill in the blanks for us. Any information that you can supply helps us to help you. Once you/we figure it out, it is usually one of the ah-ha moments.

pictures, gcode, video (usually need to post on a youtube account and then give a link on your post), cutter brand, photos of consumables…
Please open your g code file with a text editor like notepad and post the first 25 lines here.
That will help us to see what the machine is being told to do and will speed up the process of determining if there is a machine problem or user error.