Hello new to the Langmuir plasma community not new to plasma as I built 2 tables from scratch but new to this platform. I recently bought the XR table and it’s been awesome definitely see the difference in the ball screw and smoothness. As the first one I built was direct gear driven with skate board bearing and then built a bigger one with aluminum extruded and linear carriages worked good for what I needed it. But as everyone in this hobby we want a bigger and better machine. Don’t get me wrong the first I learned linuxcnc and was a pain but worth it at the end as it’s endless in different possibilities. Then next one I used proma myplasm Cnc controller which way easier. The Langmuir table is nice fire control was easy to navigate and use but I cut a lot of 14g and 16g and I ran into alreadybissues with the floating head. My previous 2 machines had floating and ohmic on them ohmic as primary and floating switch as a backup and worked but one thing I didn’t see in the XR that it doesn’t have ohmic and read through the forum and I see maybe 2 people trying something different. My question is can I put a ohmic sense module that has its relay and isolators in series with the IHS cable? I am using a thermal dynamics cut master with Cnc interface and machine torch so I have the ohmic clip and all. Just thinking of maybe trying it but is there a issue with that? I know the switch in floating head is a normally close switch and thought maybe wiring a aftermarket ohmic sense module like from cncandc feather touch or a Chinese module?
Just throwing some ideas out there not sure if people tried something similar.
Thanks
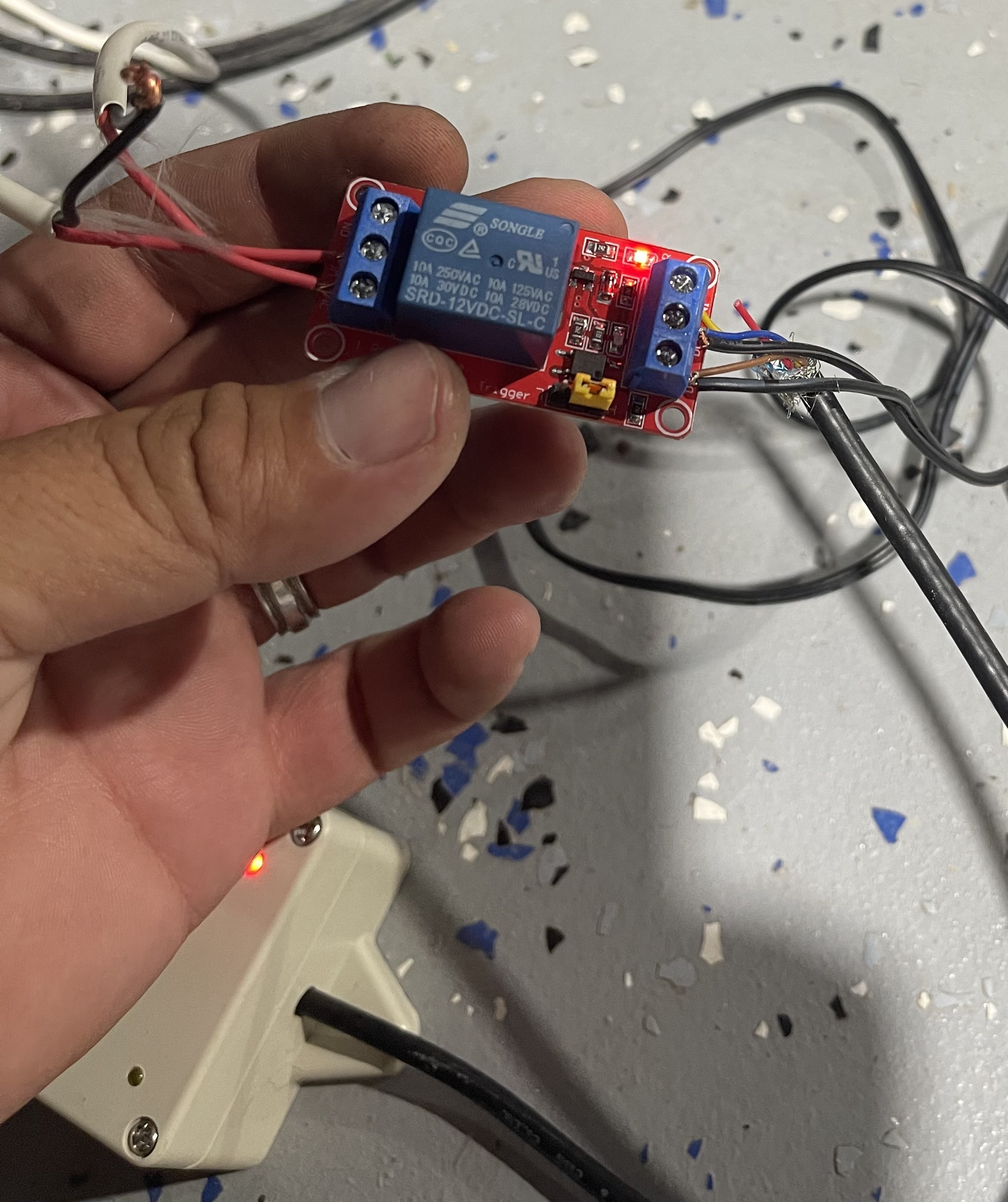
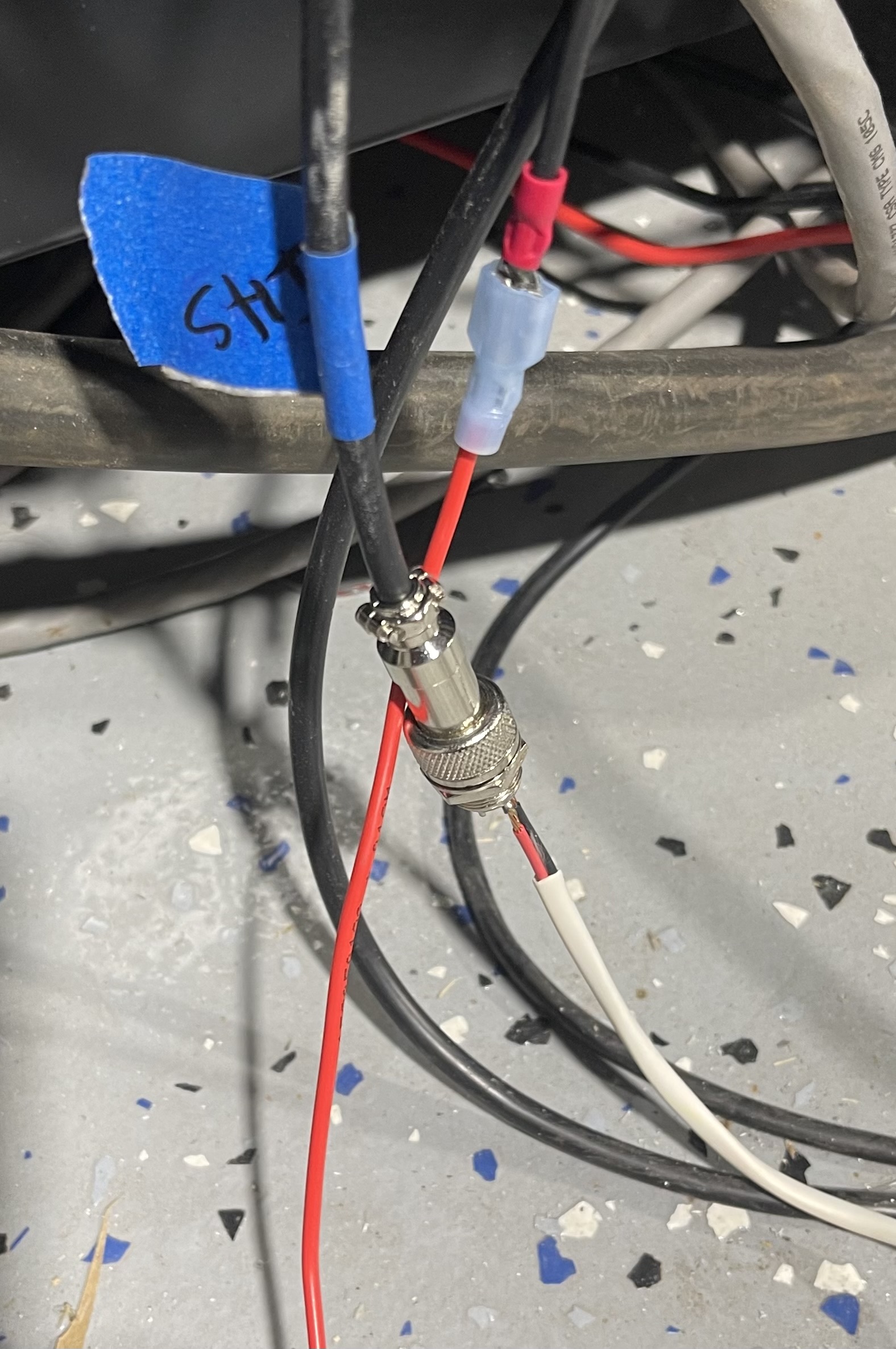
So I made a simple circuit with a relay module with an active high or low trigger input. I got a 5v power supply to be my active high input where +5v went to input the replay module is a 12v model so that had its 12v but the ground I ran to ohmic clip on machine torch and the other ground went to table so once the torch touched the material it would activate the relay. The out put has a NO or NC option so I hooked it up in series to floating switch and tested it and will see that torch would touch material it would activate the IHS on fire control then continued lowering torch and switch the floating switch I unplugged the 12v for relay module and floating switch stil worked. Now I did test from ohmic clip to see if I had any voltage from me firing plasma and I was only seeing like 3v. But anywho ran a test cut and I can hear the relay switching once torch sensed the material but it was still going further down to floating switch then retract to piece height. Not sure why if when the torch touches the material I see the IHS light come on on fire control. Not sure why it’s still still driving down to floating switch. Was thinking of maybe checking sheetcam post processor to see if maybe adding a macro on there for a ohmic touch but not sure yet.
Does anybody know how the IHS works or how it’s programmed? Still waiting for a ohmic sense module to come in to try that but I pretty much wired it the same as if a ohmic module would be connected.
1 Like
Thought of this last night of me disconnecting the float switch and just leaving the ohmic circuit connected and trying it. And it worked but it still drives the torch a little bit further I am guessing that’s the way the program is set up. Read from another meme er here that it reads the end of the switch when it closes back to normal not when it first opens the switch. Still going to see about changing something to make it work just when it senses the material that it will retract right away. Here is a video I did showing the ohmic circuit working but still pushes material down but not as much as the float switch would.
I believe these systems are set up to zero the z on the way back up. It shouldn’t matter much if the material flexes any.
Yes I think that’s how it’s looking I wonder if there is a way to make it faster on the response time from when it switches to where it goes back up?
1 Like
Not sure on that I believe it is just lag in the system. It programs z to go down so far like 5 inch I believe. When the switch is tripped it stops it then it goes up. Sets z 0 when the switch goes back to the normal state. Which in good theory the bow in the material should be gone .
Are you just experiencing or trying to improve cut quality?
Well I am experimenting on it just cause I came off a proma myplasm system with a built in ohmic sense and it worked great. I usually cut alot of 14g and 16g and going to be bigger signs reason I got the XR but on my 4x4 table the metal would bow up and the ohmic would touch it and come up it worked good. Will keep using the way it came just trying to see if better way when I cut thinner material.
1 Like
The ohmic sensor module came in and installed it and worked you can adjust the sensitivity on it and there is a small delay due to the program but it works and also it does push the material down a bit but again it’s cause of the programming on the software as it figures out the Z a bit different compare to your regular IHS in other programs. But for me this works as it doesn’t push the material further down when in the float switch is activated.
1 Like