I just got my crossfire up and going and made my first some what successful cut. the issue I’m running into is that it isn’t fully cutting out “closed chains”. the plasma cutter seems to cut fine on most of the cuts. I think it might be a setting I have wrong.
Some info -
cnc - crossfire (non pro)
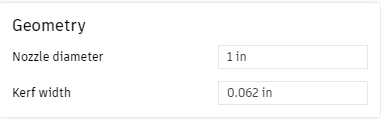
Plasma - Chicago electric 45a set @ 30a 4.5cfm
compressors - x2 kobalt 4.3 cfm 8 gal ( I plan to upgrade just need to make a few bucks first)
I know you have what you have and understand. Your Compressor is tiny. The changes the guys recommended doesn’t help. Check you air pressure could be dropping. Another thing to keep in mind a small compressor will make a lot of hot air that will destroy your consumables fast also.
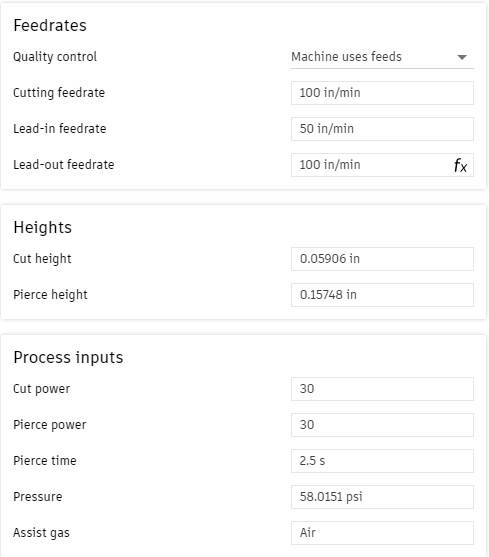
First your delay is way to much. 45a plasma can punch through 3/8" ar500 steel in 1.5. You should be good at .3 to .4. That’s why you’re blowing big holes. Next issue is air, you could be running low on pressure during the cut making it stop plus the amounts of moisture from running consistently is bad. Can you barrow another small compressor to hook together and see if that gets you an answer. Also your design calling for a single pass to make those lines or is it cutting twice to make a wider line because if thats the case thers not enough metal or speed to keep it going.
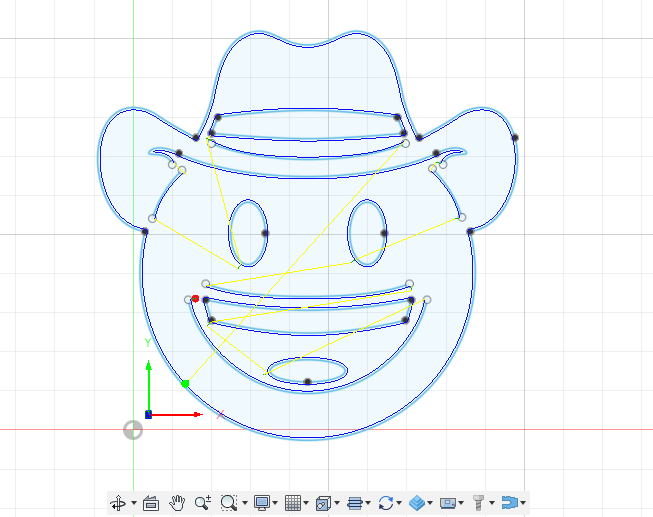
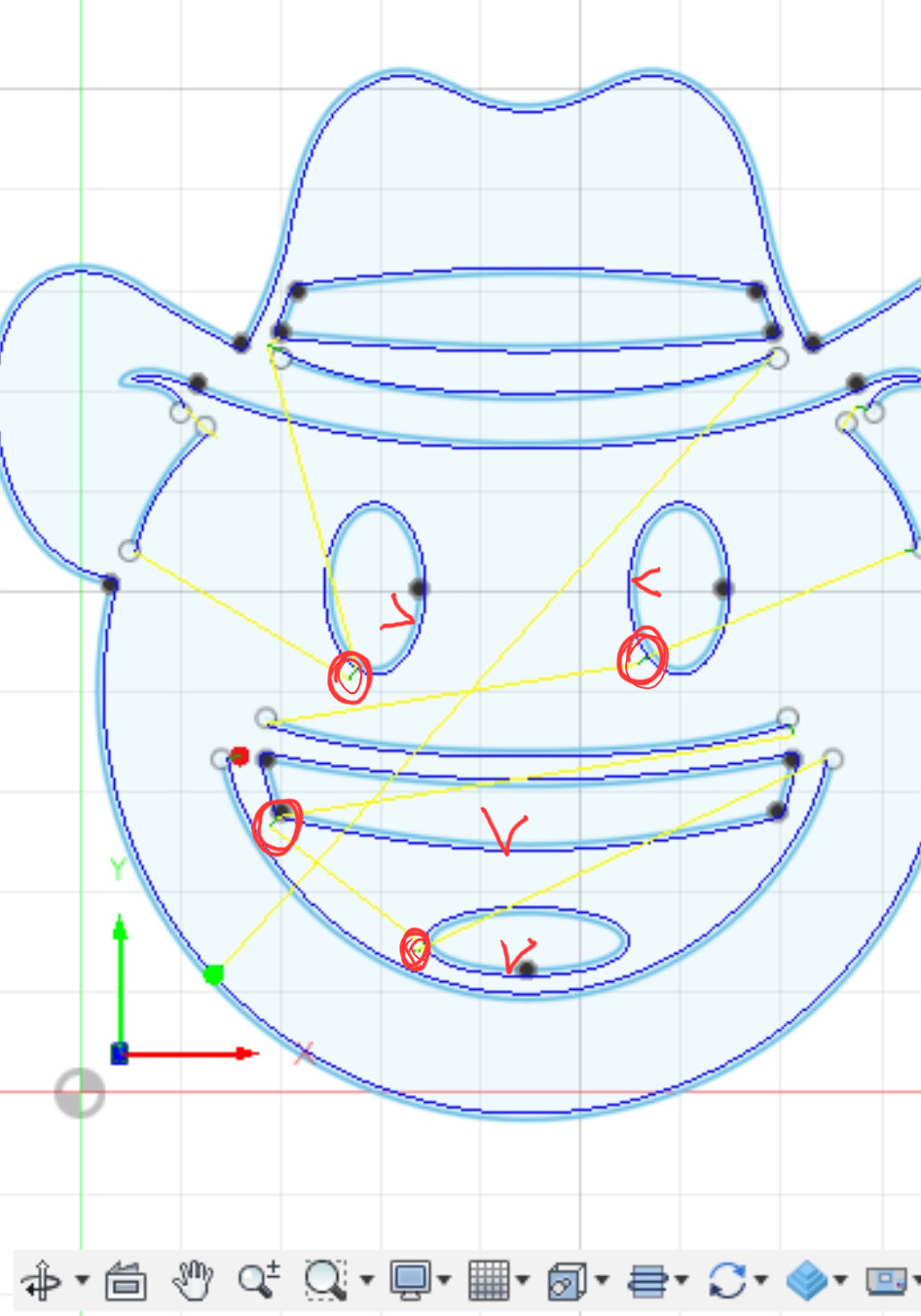
Took a second look and you have several things wrong in your design. First when you are cutting a line you need to select center instead of left . Second when your doing something that is getting cut out completely of your design you have to fix the direction so that you have a lead in an out inside of the pice getting discarded. Last i don’t think you have comple circles because i can see one on the pic that isn’t closed in. If i can ill try and do a video or something to show you what im talking about if you need me to.
I did change it to .6 and re worked my tool path. DonP sent me a couple of videos. I have it setup as 2 different tool paths. one for the open chains and one for the closed chains, then combined them in the nc file. I’m going to stop at the scrap yard today to find some more test material. I do have 2 compressors running at the same time they are both the same kobalt 4.3cfm and are daisy chained to 3/8 hose. I let them get to around 120-130psi before I start my cut. The air regulated through the air dryer.
Long story short, hoping to night it’s going to go better.
Good luck later…I would just do a single circle on your scrap with planned settings first to see if it cuts good. Might need to tweak piece delay to unless you slowed down leadin/out speed. Just quick way of checking before doing project.
We all have similar tables but plasma cutters really vary.