File attached. Simple, wanted to do some test cuts on stainless…but why the error?
Modified the exact file and added two slots, and it worked fine…but why the error on this simple file?
Stainless blank, 10ga.f3d (107.4 KB)
File attached. Simple, wanted to do some test cuts on stainless…but why the error?
Modified the exact file and added two slots, and it worked fine…but why the error on this simple file?
Stainless blank, 10ga.f3d (107.4 KB)
Maybe someone else will capture it, but I opened the file myself and saw some weird things I’ve never had to do.
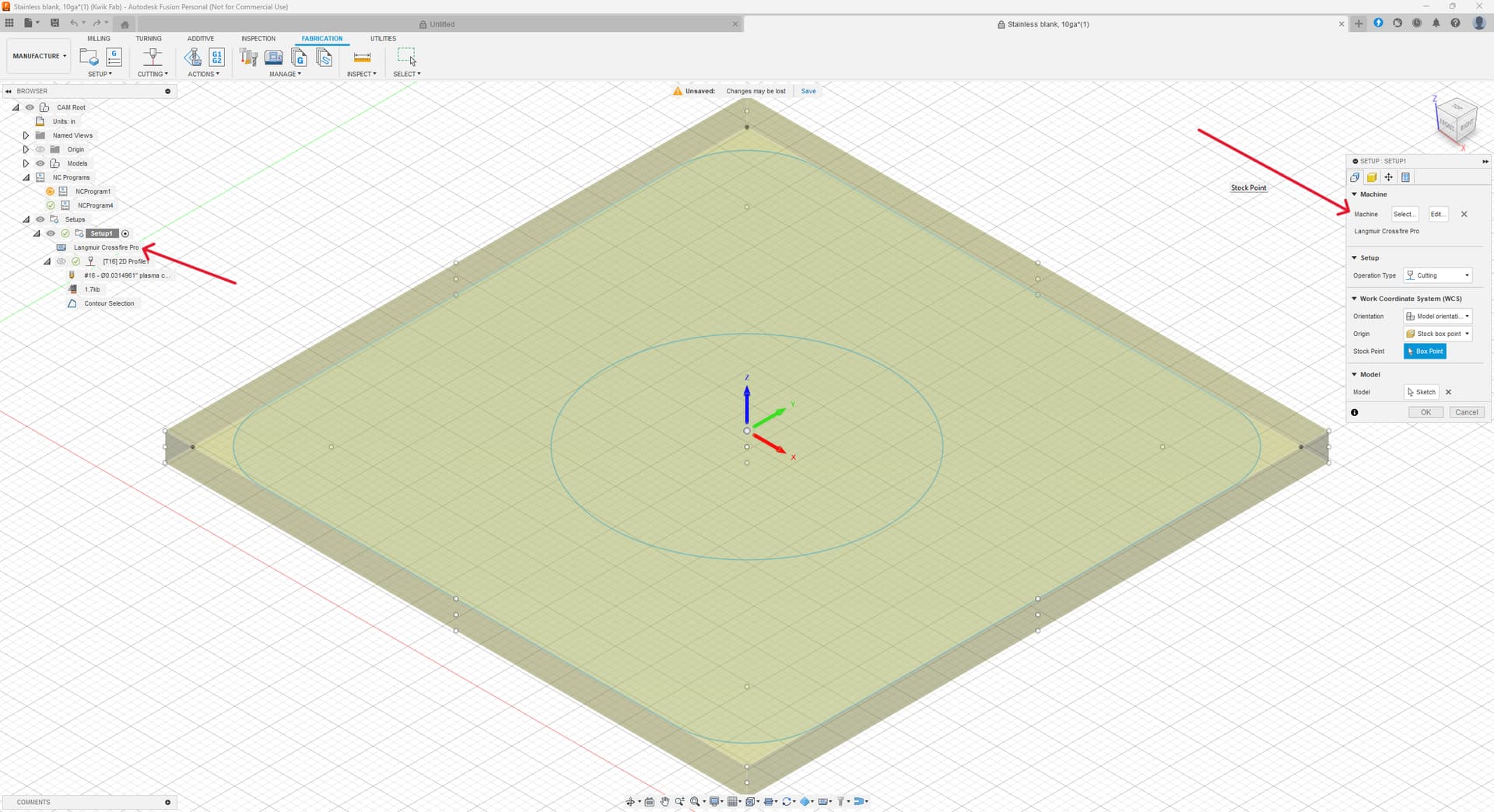
For example in SETUP, why is this here?
Probably not the root of your issue, but I’ve been cutting for a few years using only Fusion 360 and I only touch the last tab in the SETUP menu for entering my program name.
I’m unaware of what that part of the SETUP does, so I’d like to learn out of curiosity.
Also noticed a lot of different parameters are implemented throughout your tabs in the PROFILE menu. You could get away with extremely accurate, and well done cuts without so many minor changes.
Understood on the parameters, this was just my very quick 2 minute program to attempt a stainless cut…I typically fine tune to a greater degree.
But this no program speed has me confused…especially when I just added two new cut paths to this profile, and there were no issues.
Just trying to understand the root cause of this issue.
No way! I do less fine tuning ![]()
Just wasn’t sure what the -Machine- part does for you?
By chance, did you alter your tool details at all between adding the cut paths? I ask because normally having a second tool will yield a tool change error and won’t post, but it could be something done in-between that created the issue.
I also didn’t click the drop-down at all but did you make any additional changes in the last window pop up when you perform your post process? Maybe something was accidentally zero’d out.
I ask because the only time I’ve seen the ‘no program speed found’ error is when someone leaves Plunge Rate as ‘0’ in Sheetcam. I wonder if a speed value was zeroed out for you in Fusion.
Post processor glitch (known issue).
For some reason the post processor twitches on cut speed, espeically if there are circles and or reduced feed rates on simple programs.
Easy fix - Open .nc file in a text document, go to the very last line and it will likely read - PS0 -
Change the value to your cut speed, i.e. - PS59
Kwikfab-the “Machine” part…has always been there, must have been when I initially installed FC, two years ago, that I may have accidentially added another machine…or opted for that at least. I have had the tool change error before, so Im aware that you get that in the Fusion360 Personal version if a different tool is selected. This is just weird.
Sticks-As long as I know it is a glitch…I am ok with that. I thought the same thing, so I verified, and it does in fact have a value assigned to it.
I had this error one other time, where my program was a line of only .125 dia circles, but as you stated, it WAS missing a program speed, so that was an easy fix like you said. But this one is different.
Last few lines of the program below.
H1
G1 X0.0866 Y-2.069 F60.
G3 X0. Y-2.019 I-0.0866 J-0.05
G1 X-1.5 F69.
G2 X-2.019 Y-1.5 I0. J0.519
G1 Y1.5
G2 X-1.5 Y2.019 I0.519 J0.
G1 X1.5
G2 X2.019 Y1.5 I0. J-0.519
G1 Y-1.5
G2 X1.5 Y-2.019 I-0.519 J0.
G1 X0.
G1 X-0.06
G3 X-0.1466 Y-2.069 I0. J-0.1 F60.
G1 X-0.1816 Y-2.1296
H0
M5
G0 Z0.5
M30
(PS68)
I just looked into this a little bit and it should be a relatively simple fix. From what I understand the post just doesn’t set the program speed (PSX) if Fusion never gets up to the max feed rate set in the profile. I’ll add this to the list of bugs/glitches and hopefully I can get a post change up soon.
Glad I found this thread, wanted to calibrate some F&S for some smaller holes and have a program just cutting the hole and had this issue. Spent a while not knowing this was what needed to fix it. Thought it was a fusion issue since it updated recently and my previous programs were working fine.