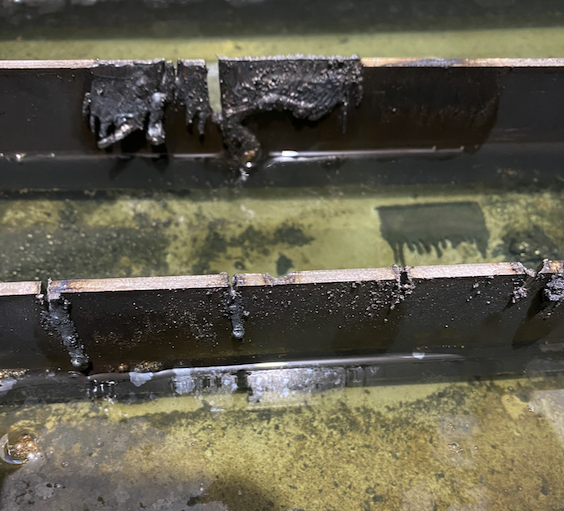
Hi, i’ve been reading the forums trying to soak up what I can and this is my first post to the forum, I received my crossfire in late January and just set it up this week and cut yesterday for the first time. WOW! Works awesome overall, but i have a few questions mostly b/c I noticed that my crossfire bed slats were being cut as deep as 3/4" down from top of slats.
Please go easy on me and sorry if I’m oversharing, I am trying to provide enough detail below so it is easier for experts to know my setup as I’m not 100% sure what is relevant to my issue at this point…
For my first project, I am using Fusion360 and Mach3 and cutting 3/16" steel plate with settings 35 IPM, 45 amps, 1 second pierce delay (could not set lower from mac version of Fusion360), 1/6" shim on crossfire XL, with water table and Razorweld x45 with 60-80 PSI with a cheap water removal bulb in line (my compressor gauge is far away from crossfire and PSI seems to drop below where I set my regulator, I set the outgoing regulator pressure while the hose was not flowing air, I read I should set regulator while air is moving out of regulator). And today I’m adding a “Motor Guard M-30 1/4 NPT Submicronic Compressed Air Filter” just before air enters my Razorweld x45. And I’m considering putting a second regulator (and leaving the compressor outbound regulator wide open) right before the air filter close to plasma.
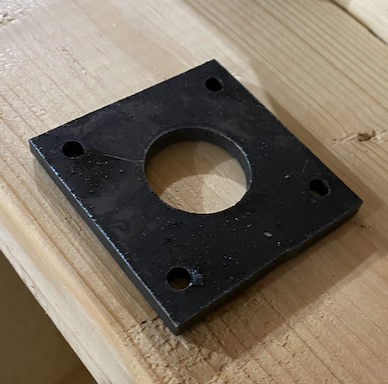
- I was wondering if cutting 3/4" deep into slats is expected or if my amperage is too high or my speed is too slow or pierce delay or psi is not right. See enclosed images of my first part and my slat table after 2 short cuts of a 2.5" square bracket. I am satisfied with quality of the cut, but am concerned I will cut up slats faster than expected.
- Below is a portion of a chart I found on this forum and the post indicated that this chart was obtained from Razorweld. I have the Razorweld x45 with the 1mm tip. (I also found the forum communities’ google doc with a collection of successful cut settings)
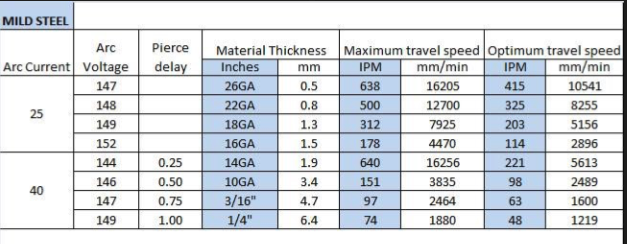
a) In this table from Razorweld, does the first column labeled “Arc Current” indicate the amperage I should set on my Razorweld x45? Meaning that I either set it to 25 amps or 40 amps, depending on thickness of material? Or does “Arc Current” mean something different? I read in the forum that Razorweld x45 only comes with a 1mm tip. And also read that < 35 amps requires a smaller tip or else cut is not good.
b) What does “Arc Voltage” mean? Is that a value I need to set somewhere? If so, how do I set that as I don’t know where it would be set.
c) pierce delay is missing for materials at 16GA and lower, does that mean it should be set to zero for 16GA and lower?
d) I assume this table is just a starting point and that I may need to tweak my setting for my material, but do you recommend I start with the “Optimum travel speed” as IPM? I’m not concerned about trying to push the machine as fast as it will go to optimize production as I’m just a hobbiest at this point. But it seems to me that IPM in the forum’s google sheet of cut settings is maybe around half of the IPM listed as optimal travel speed by Razorweld. Can someone help me understand this difference?
- I cannot set pierce delay in Fusion360 from my Mac to less than one (does not accept a faction like say “.5”) when I do my toolpath generation (based on the Langmuir system’s CAD/CAM WITH FUSION360 videos). I saw old posts with people having same issue, but did not see a resolution. I have a Windows machine in my shop, do I need to use Fusion on Windows to enter a value < 1? Or am I doing something else wrong?
Any other recommendations or advice is welcome!
Thanks,
Matt