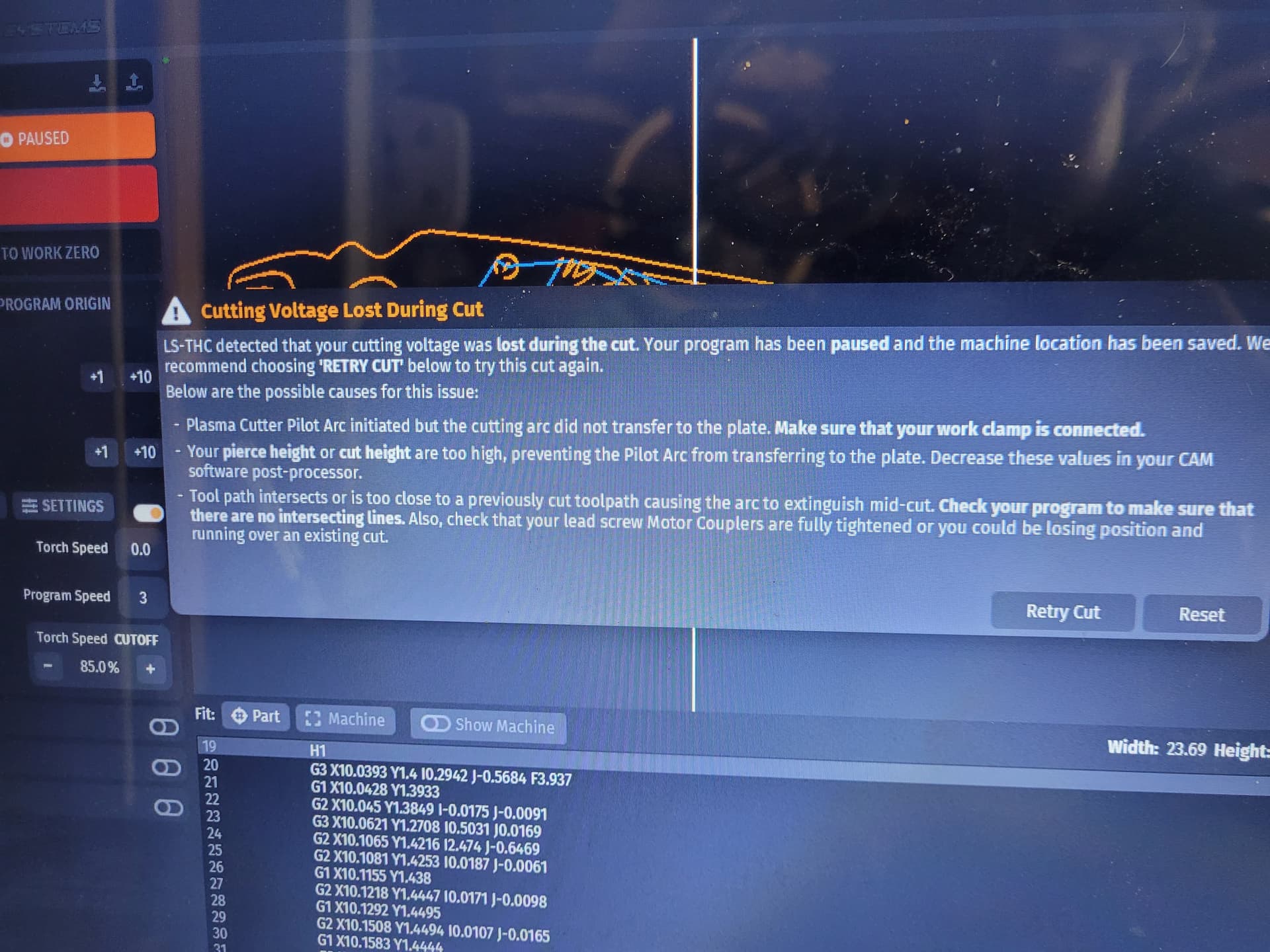
The torch does go to the designated start position and the torch fire but only stays on for a minutes before getting the error message. My work clamp is connectted properly. Where do I check the other two potential solutions.
Please help. I feel I am almost there. May this is to much of a detailed DXF File?
Hard to tell looking at the screen shots but it’s possible you are cutting across something that has already been cut out? If you post your dxf we can look at it. Have you made other successful cuts on simpler less intricate designs?
I see a lot of things that should should be single line cuts, but they are loops in that DXF. They look like they are way too narrow to fit a plasma kerf going in both directions. I don’t know how you got Sheetcam to generate a toolpath for those, unless you set your kerf width to somewhere near zero.
Any time the plasma cutter crosses over an area that has already been cut, the torch may go out, because there is no metal to continue the electrical connection.
Your error message screenshot shows the program stopped just after the pierce delay for the first torch fire. There is a good chance that your pierce delay is too short, but we can’t see it in the screenshot. Post some screenshots of your Sheetcam tool settings and Jet Cutting operation settings.
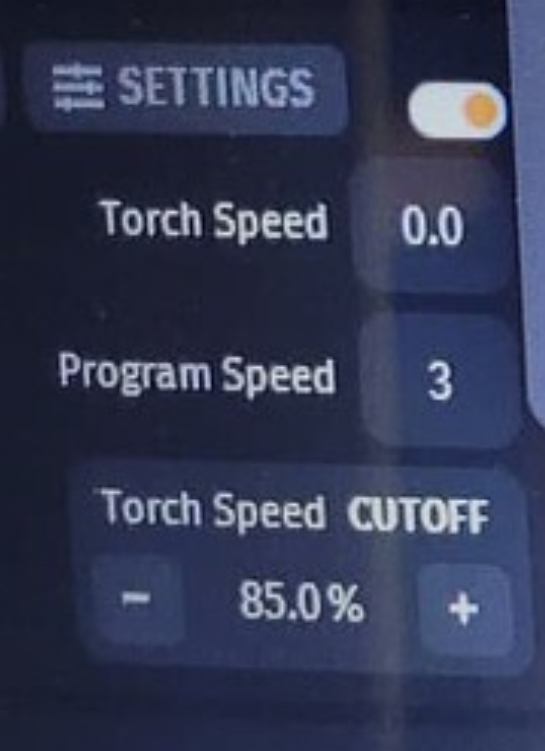
Definitely a tool setup problem, but at line 19, the torch hasn’t even started moving yet. I’m guessing a pierce delay issue combined with the plunge rate being left at the default 3ish IPM is causing the torch to burn out before it can move.
Yes, I have only made one on an outline of a badge and I also think you are onto something as there does seem to be intersecting lines. I am a tradition CNC guy with quite a setup and customer base. When I get to machine I will post DXF. I think you are right I should simplify the design. Thank you for responding. It is appreciated.
Thank you for responding. That is part of my problem. Which file menu do you adjust the Sheetcam Tool Setting and the Jet Cutting Operations settings? That would be a huge help.
Thanks! I so new to this and don’t know how to setup a tool. Which menu will allow me to adjust the pierce delay and the plunge rate. What should I try as a plunge rate?
You can’t edit your DXF in Sheetcam. You can select lines in Sheetcam with the “edit contours” tool. It looks like a Red box with a cursor arrow in the lower right corner. (If you hover your mouse over the buttons in the toolbar, it will tell you what each button is for.) You can use that tool to delete a contour, which is an open line or closed loop, but not a part of a loop or line. You can also use that tool to move contours to a different layer. Put your cursor on the line and right click for options.