Hello, I recently got the Crossfire CNC machine. I have a very cheap little S7 Cut-50 Plasma Cutter at the moment. The machine immediately fires when I turn it on before even running a program. In addition to that, if I press stop the program on my computer often freezes and I’m not able to click anything unless I exit out of the program and come back in. I can’t tell if these are related issues or not, but figured I should mention both. Please help! Thank you!
That plasma cutter is a high frequency start machine and should never be used on a Langmuir table running Firecontrol. The high frequency start will fry the electronics on the control board.
Has it always fired immediately when you turn it on? If so, it’s probably a wiring issue. If it’s a recent development, the high frequency cutter may have damaged the start relay or the control board.
3 Likes
The only hard requirement is that the plasma cutter must not use a High Frequency start mechanism in order to initiate the plasma arc.
4 Likes
@bsj313 welcome to the forum .
2 Likes
Well shoot, I am a newbie and did not realize they were not compatible. Thank you for pointing that out before I kept messing with it. Hopefully I did not damage anything.
2 Likes
As I’m doing research on what plasma cutter to get… Do you have a favorite less expensive one? I think I am leaning toward the Everlast Poweplasma 52i. It seems to be the least expensive plug & play type. Is that correct? How are the consumables on these? I saw some people complaining about the consumables on other machines so that’s the other reason I landed on this one. Thank you for any and all insight!!
1 Like
@bsj313 welcome to the forum
Of the budget cutters I would either go with #1 the Everlast 62i or #2 the Primeweld Cut60. There were compatibility issues with the first generation primeweld if you used the divided voltage board inside the Cut60 for input for the THC. I have been using mine(Gen 1 Cut 60) for 4 years hooked up to RAW voltage with no issues.
That being said I have purchased an Everlast 82i that I have yet to try out on the table.
Primeweld just released a new version of the Cut 60(Gen 3) that has been getting some good reviews. I know @nicaDd has several PW machines he has used on the table without issue. He is the only member I know of that has the newest PW machine,(I am sure there are others). You just missed out on the Black Friday sale for PW.
@Kwikfab is also a good resource on intel related to PW… but he has moved on to a Hypertherm machine.
How are you setup for air? You need to make sure you have plenty of good clean dry air. use the search function (magnifying glass) and search air compressors and air drying.
3 Likes
I have the Everlast 52i and I like it, except for the torch. I adapted a Hypertherm torch to work on it, after the electrode got stuck in my PTM60 torch and trashed it
If I were in the market today, I would go with the Primeweld cut 60 with the UPM105 machine torch.
2 Likes
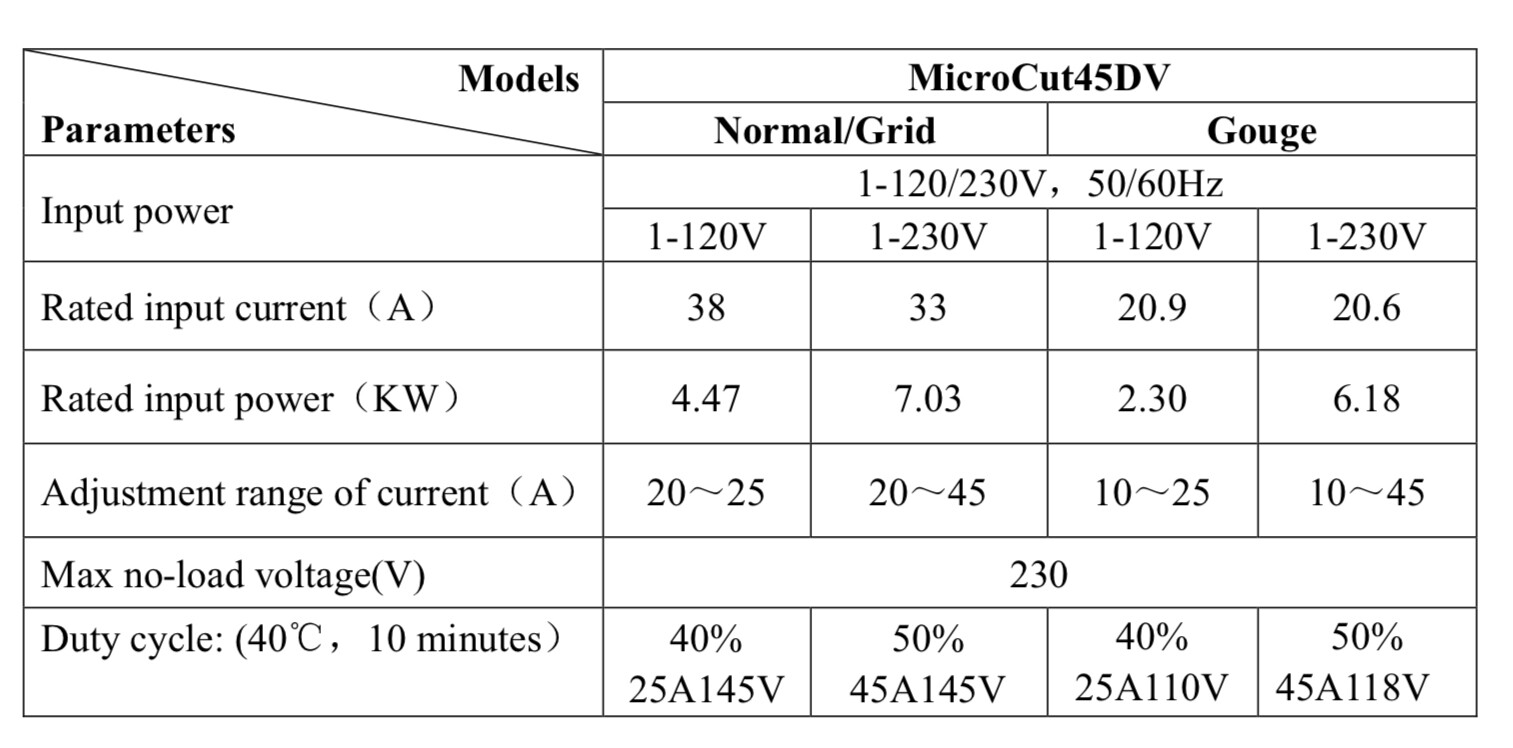
Does anyone else have experience with HTP Microcuts? I am not doing production, and speed isn’t too important, and my wiring limited me to a 50A 240V breaker.. I got one based on my experience with their tig cooler, and their spot welder - which is really nice. Was looking for a “discount” plasma dedicated for these little CNC tables.
I was navigating first cuts on an exhausting thread ![]() but noticed that the speed estimates in their manual seem way off.. where they recommend 49 IPM for 1/4 SS but I am only getting decent results closer to 28 IPM.
but noticed that the speed estimates in their manual seem way off.. where they recommend 49 IPM for 1/4 SS but I am only getting decent results closer to 28 IPM.
Is this a common issue if not getting a hypertherm or miller, or other high end machine?
That should power any reasonably powered Plasma Cutter. Bear in mind that a Plasma Cutter unit is a power converter. Even a 100A PC doesn’t draw 50A at 240V on a continuous basis. The THC voltage of 110V at 50A is only 5500W.
Yep. Makes sense.
The HTP required 40A breaker in the manual based on max input current of 33A. With a max output voltage of 145V and max input power of 7kw. Looks like they are being a bit conservative.
Cutting stainless with compressed air is never going to produce high quality cuts. The people getting good results with stainless are using Nitrogen.
I’m not saying you can’t cut stainless with compressed air, but there will be more clean up work than cutting mild steel.
3 Likes
@Bigdaddy2166 is the man with his F5 mix. The cuts he gets are orgasmic!
Well, ok, maybe not exactly that, but they are pretty. ![]()
2 Likes
that is really good to know - to set expectations lower for SS cuts with air.. Definitely not looking to get a N2 cascade, or large LN2 dewar.
1 Like